![]()
![]()
![]()
Introduction
How To Use This Code
Section: 1 Scope
Section: 2 Definitions
Section 3: Pre-Requisite Programme
Section 4: Principles and Development of Hazard Analysis Critical Control Point (HACCP) Based Systems
Section 5: Processing of Fresh, Frozen and Minced Fish
Section 6: Processing Operations - Molluscan Shellfish
Section 7: Processing of Crustaceans [to be completed]
Section 8: Processing of Cephalopods [to be completed]
Section 9: Processing of Salted Fish
Section 10: Processing of Smoked Fish
Section 11 Processing of Canned Fish
Section 12: Processing of Frozen Surimi
Section 13: Aquaculture Production
Section 14: Transportation
Section 15: Retail
Appendix I: Modified Atmosphere Packing
Appendix II: Optional Final Product Requirements - Fresh, Frozen and Minced Fish
Appendix III: Optional Final Product Requirements - Molluscan Shellfish
Appendix IV: Optional Final Product Requirements - Crustaceans
Appendix V: Optional Final Product Requirements - Cephalopods
Appendix VI: Optional Final Product Requireme
nts - Salted Fish Appendix VII: Optional Final Product Requirements - Smoked Fish
Appendix VIII: Optional Final Product Requirements - Canned Fish
Appendix IX: Optional Final Product Requirements - Frozen Surimi
(At Step 3 of the Procedure)
This Code of Practice for Fish and Fishery Products has been developed by the Codex Committee on Fish and Fishery Products from the merging of current individual codes of practice plus sections on aquaculture and frozen surimi. These codes were primarily of a technological nature offering general advice on the production, storage and handling of fish and fishery products on board fishing vessels and on shore. It also deals with the distribution and retail display of fish and fishery products.
This combined Code of practice has been further modified to incorporate the Hazard Analysis Critical Control Point (HACCP) approach described in Codex document “HACCP system and guidelines for its application”, and the General Principles for Food Hygiene, (Codex Alimentarius Supplement toVolume 1B - Food Hygiene). A pre-requisite programme is described in the Code covering technological guidelines and the essential requirements of hygiene in the production of fish and fishery products which are safe for human consumption and otherwise meets the requirements of the appropriate Codex product standards. The Code also contains guidance on the use of HACCP which is recommended to ensure the hygienic production of fish and fishery products to meet health and safety requirements. Within this Code a similar systematic approach has been applied to essential quality, composition and labelling provisions of the appropriate Codex product standards.
The Codex Committee on Fish and Fishery Products recommended at its Twentieth Session that defects of a commercial nature, i.e. workmanship defects, which had been removed from Codex fish product standards, be transferred to the appropriate Codex Code of practice for optional use between buyers and sellers during commercial transactions. The Committee further recommended that this detail should be described in a section on End Product Specifications which now appear as Appendices II - IX of this document. A similar approach to HACCP has been incorporated into the Code as guidelines for the control of defects.
This Code will assist all those who are engaged in the handling and production of fish and/or fishery products, or are concerned with their storage, distribution, export, import and sale in attaining safe and wholesome products which can be sold on national or international markets and meet the requirements of the Codex Standards.
The aim of this Code is to provide a user-friendly document as background information and guidance for the elaboration of fish and shellfish process management systems which would incorporate GMP as well as the application of HACCP in countries where these, as yet, have not been developed. In addition, it could be used for training of fishermen and employees of the fish processing industry.
The practical application of this international Code, with regard to national fisheries, would therefore require some modifications and amendments, taking into account local conditions and specific consumer requirements. This Code, therefore, is not intended to replace the advice or guidance of trained and experienced technologists regarding the complex technological and hygienic problems which might be unique to a specific geographical area or specific fishery and, in fact, is intended to be used as a supplement in such instances.
Before HACCP or a similar approach to HACCP can properly be applied to a process it is important that a solid foundation of good manufacturing practice exists. This is covered in Section 3 - Pre-requisite Programme and such groundwork should be regarded as the minimum requirements for a processing facility prior to the application of hazard and defect analyses. Only when this base has been satisfactorily achieved should the application of the principles outlined in Section 4 be considered. Section 5 deals with the major steps in the chain from handling of the raw fish through to cold storage and gives guidance and examples on the sort of hazards and defects to expect at the various points of this chain. This Section is used as the basis for all the other fish processing operations (Sections 6-13) which give additional guidance specific to the appropriate product sector. It must be stressed, however, that hazards and defects, and their subsequent control or action points, are product and line specific and therefore a full critical analysis based on Section 4 must be completed for each individual operation.
PROPOSED DRAFT CODE OF PRACTICE FOR FISH AND FISHERY PRODUCTS
This Code of practice applies to the growing, harvesting, handling and production of fresh and processed fish and fishery products from marine and freshwater sources which are intended for human consumption.
2.1 General Definitions
2.2 Fresh, Frozen and Minced Fish
2.3 Molluscan Shellfish
2.4 Crustaceans
2.5 Cephalopods
2.6 Salted Fish
2.7 Smoked Fish
2.8 Canned Fish
2.9 Frozen Surimi
2.10 Aquaculture
For the purpose of this Code:
|
Aquaculture |
To be developed |
|
Chilled Sea Water |
is clean sea water in which the temperature is maintained at
approximately 0°C (32°F) or slightly colder by the addition of
ice; |
|
Chilling |
is the process of cooling and is only completed when the fish
is at a temperature approaching that of melting ice; |
|
Clean Sea Water |
means sea water or brackish water which is free from
microbiological contamination, harmful substances and/or toxic marine plankton
in such quantities as may affect the health quality of fishery products. For the
purpose of this Code clean sea water also includes water sources from fresh
water lakes; |
|
Cleaning |
means the removal of soil, food residues, dirt, grease or
other objectionable matter from surfaces; |
|
Contaminant |
means any substance not intentionally added to food, which is
present in such food as a result of the production (including operations carried
out in crop husbandry, animal husbandry and veterinary medicine), manufacture,
processing, preparation, treatment, packing,packaging, transport or holding of
such food or as a result of environmental contamination. |
|
Contamination |
compromise fish safety or suitability; |
|
Control Measure |
means any action and activity that can be used to prevent or
eliminate a food safety hazard or reduce it to an acceptable level. For the
purposes of this Code a control measure is also applied to a defect. |
|
Corrective Action |
means any action to be taken when the results of monitoring at
the CCP indicate a loss of control. For the purposes of this Code this also
applies to a DAP. |
|
Critical Control Point (CCP) |
a step at which control can be applied and is essential to
prevent or eliminate a food safety hazard or reduce it to an acceptable
level. |
|
Critical Limit |
is a criterion which separates acceptability from
unacceptability. For the purpose of this Code this also applies to a
DAP; |
|
Decision Tree |
a sequence of questions applied to each process step with an
identified hazard to identify which process steps are CCPs. For the purpose of
this Code this also applies to a DAP; |
|
Decomposition |
is a persistent and distinct objectionable odour or flavour
including texture breakdown caused by the deterioration of fish; |
|
Defect |
means a condition found in a product which fails to meet
essential quality, composition and/or labelling provisions of the appropriate
Codex product standards; |
|
Defect Action Point (DAP) |
a point, step or procedure at which control can be applied and
a defect can be prevented, eliminated or reduced to acceptable level, or a fraud
risk eliminated; |
|
Disinfection |
The reduction, by means of chemical agents and/or physical
methods, of the number of microorganisms in the environment, to a level that
does not compromise food safety or suitability |
|
Dressed |
means that portion of fish remaining after heading and
gutting; |
|
Fish |
means any of the cold-blooded aquatic vertebrates commonly
known as such.This includes Pisces, Elasmobranchs and Cyclostomes. Aquatic
mammals and amphibians are not included; |
|
Hazard |
a biological, chemical or physical agent in, or condition of,
food with the potential to cause an adverse health effect; |
|
Hazard Analysis Critical Control Point
(HACCP) |
a system which identifies, evaluates, and controls hazards
which are significant for food safety; |
|
Marine Biotoxins |
means poisonous substances accumulated by fish and shellfish
feeding on toxin producing algae, or in (sea)water containing toxins
produced by such organisms; |
|
Monitor |
the act of conducting a planned sequence of observations or
measurements of control parameters to assess whether a CCP is under control. For
the purpose of this Code this also applies to a DAP; |
|
Potable Water |
is fresh water fit for human consumption. Standards of
potability should not be lower than those contained in the latest edition of the
"International Standards for Drinking Water", World Health
Organisation; |
|
Pre-Requisite Programme |
is a programme that is required prior to the application of
the HACCP system to ensure that a fish processing facility is operating
according to the Codex Principles of Food Hygiene, the appropriate Code of
Practice and appropriate food safety legislation; |
|
Processing Facility |
means any premises where fishery products are prepared,
processed, chilled, frozen, packaged or stored. For the purposes of this Code,
premises also includes processing vessels; |
|
Raw Material |
are fresh and frozen fish and/or parts of fish which may be
utilised to produce fish and fishery products products intended for human
consumption; |
|
Refrigerated Sea Water |
is clean sea water cooled by a suitable refrigeration
system; |
|
Shelf-Life |
the period during which the product maintains its
microbiological safety and sensory qualities at a specific storage temperature.
It is based on identified hazards for the product, heat or other preservation
treatments, packaging method and other hurdles or inhibiting factors that may be
used; |
|
Shellfish |
means those species of molluscs and crustaceans including
cephalopods that are usually used for food; |
|
Step |
is a point, procedure, operation or stage in the food chain
including raw materials, from primary production to final consumption; |
|
Validation |
Obtaining evidence that the elements of the HACCP plan are
effective |
|
Verification |
the application of methods, procedures, tests and other
evaluations, in addition to monitoring to determine compliance with the HACCP
plan. For the purposes of this Code this also applies to a DAP; |
|
Whole Fish |
are fish as captured, ungutted. |
|
Candling |
is passing fish or parts of fish over a translucent table
illuminated from below to detect parasites and other defects |
|
Dehydration |
is the loss of moisture from frozen products through
evaporation. This may occur if the products are not properly glazed, packaged or
stored. Deep dehydration adversely affects the appearance and surface texture of
the product and is commonly known as "freezer burn"; |
|
Fillet |
is a slice of fish of irregular size and shape removed from
the carcase by cuts made parallel to the backbone; |
|
Freezer |
is equipment designed for freezing fish and other food
products, by quickly lowering the temperature so that after thermal
stabilisation the temperature in the thermal centre of the product is the same
as the storage temperature; |
|
Freezing Process |
is a process which is carried out in appropriate equipment in
such a way that the range of temperature of maximum crystallisation is passed
quickly. The quick freezing process shall not be regarded as complete unless and
until the product temperature has reached -18°C (0°F) or lower at the
thermal centre after thermal stabilisation; |
|
Fresh Fish |
are fish or preparations thereof which, in their final form,
have received no preserving treatment other than chilling; |
|
Frozen Fish |
are fish which have been subjected to a freezing process
sufficient to reduce the temperature of the whole product to a level low enough
to preserve the inherent quality of the fish and which have been maintained at
this low temperature during transportation, storage and distribution up to and
including the time of final sale. For the purpose of this Code the terms
"frozen", "deep frozen", "quick frozen", unless otherwise stated, shall be
regarded as synonymous; |
|
Glazing |
a protective layer of ice formed at the surface of a frozen
product by spraying it with, or dipping it into, clean sea water, potable water,
or potable water with approved additives; |
|
Minced Fish |
is comminuted flesh produced by separation from skin and
bones; |
|
Modified Atmosphere Packaging (MAP) |
means packaging in which the atmosphere surrounding the fish
is different from the normal composition of air; |
|
Separation |
is a mechanical process for producing minced fish whereby the
skin and bone is substantially removed from the flesh; |
|
Separator |
is a mechanical device used for separation; |
|
Steak |
is a section of fish, removed by cutting approximately at
right angle to the backbone. |
|
Accepted/Acceptable/Approved |
means accepted by the official agency having
jurisdiction; |
|
Conditioning |
means placing live molluscan shellfish in tanks, floats or
natural sites to remove sand, mud or slime and improve product
acceptability; |
|
Distribution Centre |
means any approved on-shore or off-shore installation or
establishment for the reception, conditioning, washing, cleaning, grading and
packaging of live molluscan shellfish fit for human consumption; |
|
Growing Areas |
means all brackish and marine areas approved for the
production or harvesting of molluscan shellfish either by natural growth or by
aquaculture, destined for human consumption; |
|
Heat Shocking |
means the process of subjecting molluscan shellfish in the
shell to any form of heat treatment, such as steam, hot water, or dry heat for a
short period of time, to facilitate rapid removal of meat from the shell. Such
treatment should not be considered as any part of a cooking process; |
|
Purification |
(depuration) means the removal of microorganisms from
molluscan shellfish by the process of holding live molluscan shellfish for a
period of time under approved, controlled conditions in natural or artificial
sea water suitable for the process, which may be treated or untreated, in tanks,
floats or rafts; |
|
Relaying |
means the removal of molluscan shellfish from a polluted
growing area to an acceptable growing or holding area under the supervision of
the agency having jurisdiction and holding them there for the time necessary for
the reduction of pollutants to an acceptable level. |
[To be completed]
[To be completed]
|
Brine |
solution of salt in water; |
|
Brine Injection |
is the process for directly injecting brine into the fish
flesh; |
|
Brining |
means the process of placing fish in brine for a period of
sufficient length for the fish tissue to absorb a significant quantity of
salt; |
|
Dry-Salting |
is the process of mixing fish with suitable salt and stacking
the fish in such a manner that the resulting brine drains away; |
|
Fatty Fish |
refers to those fish that contain more than [2% fat] or oil in
the flesh; |
|
Gibbing |
the process of removing the gills, long gut and stomach from a
fish such as herring, by inserting a knife at the gills; the milt or roe and
some of the pyloric caeca are left in the fish; |
|
Heavy Salted Fish |
the salt content of the fish muscle is above 20 g/100 g water
phase; |
|
Medium Salted Fish |
the salt content of the fish muscle is above 10 g/100 g water
phase and is lower or equal to 20 g salt/100 g water phase; |
|
Light Salted Fish |
the salt content of the fish muscle is above 4 g/100 g water
phase and is lower or equal to 10 g salt/100 g water phase; |
|
Nobbing |
removing gut from fatty fish, such as herring by partially
severing the head and pulling the gills away together with attached
gut; |
|
Pickle |
brine which may contain vinegar and spices; |
|
Salt |
is a crystalline product consisting predominantly of sodium
chloride. It is obtained from the sea, from underground rock salt deposits or
from natural brine |
|
Salt Cured Fish |
means fish that is preserved with salt; |
|
Salt-Matured Fish |
means salted fish that has an appearance, consistency and
flavour characteristic of the final product; |
|
Salted Fish/Salted Fillet |
fish/fillets which have been treated by either brining,
dry-salting, pickle curing or a combination of these; |
|
Split Fish |
fish that have been cut open from throat or nape to the tail,
with gills, guts and roe removed. Whole or part of backbone may be left in or
removed; |
|
Wet Salting (Pickling) |
is the process whereby fish is mixed with suitable salt and
stored in watertight containers under the resultant brine (pickle) which forms
by solution of salt in the water extracted from the fish tissue. Brine may be
added to the container. The fish is subsequently removed from the container and
stacked so that the brine drains away; |
|
[Maturation] |
To be developped |
|
Cold Smoking |
means smoking at a temperature of the smoked product lower
than the temperature where the fish flesh shows sign of heat
denaturation; |
|
Hot Smoking |
means smoking at a temperature of the smoked product until the
fish flesh is denatured throughout; |
|
Mechanical Smoking |
means a smoking process where the smoke is generated outside
the smoking chamber and by artificial ventilation forced to flow around the
fish; |
|
Smoke |
means the aerosol of particles and droplets in the combustion
gases from the combustion of wood. The smoke might be submit to separation of
tar before it enters the smoking chamber; |
|
Traditional Smoking Kiln |
means an enclosed space such as a chamber or chimney where
smoke is generated beneath the fish and allowed to flow around the fish by
draught to a chimney; |
|
Wood |
means wood including sawdust, shavings and chips, and woody
plants in their natural or dried state. Painted, impregnated or otherwise
treated wood or woody plants must not be used for the generation of
smoke. |
|
Liquid smoke |
To be developed |
|
Biological Stability |
means that no micro-organism can grow in the food under
no-refrigerated conditions usually provided for processing, retail and
storage. |
|
Bleeders |
are small vents through which steam and other gases escape
throughout the entire heat process. Bleeding provides a circulation of steam
within the retort and ensures the elimination of any air that enters the retort
with the steam; |
|
Canned Product |
means fish or shellfish packed in containers which have been
hermetically sealed and have been subjected to a sufficient heat treatment,
alone or in combination with other appropriate treatments, to obtain the
biological stability of canned fish or shellfish; |
|
Come-Up Time |
is the time required to bring a loaded retort up to the
specified processing temperature; |
|
Heat Process of Sterilisation |
is the process with sufficient heat to ensure the biological
stability. It is described as a function of time and temperature; |
|
Hermetically Sealed Container |
means a container sealed in order to protect its content
against the penetration of micro-organisms during and after heat
processing; |
|
Retort |
is a pressure vessel designed for heat processing product
packed in hermetically sealed containers; |
|
Saturated Steam |
is pure steam in equilibrium with water at the same
temperature. Under these conditions, the temperature of the steam is entirely
dependent on its pressure; |
|
Sterilisation Duration |
is the duration between the time the temperature of
sterilisation is reached and the time the cooling begins; |
|
Sterilisation Schedule |
is the whole set of the time-temperature pairs selected by the
canner for a certain product in a container of a given size, to ensure at least
the biological stability; |
|
Temperature of Sterilisation |
is the temperature which is maintained during the heat
treatment, such as it is specified in the chosen sterilisation schedule;
|
|
Venting |
is the process of flushing completely the air out of retorts
at the beginning of a heat process. It is done by allowing large volumes of
steam to flow through the retort to drive and carry the air out through open
vents at the top of the retort. |
|
De-Watering |
means removal of excessive wash water from the minced fish
flesh; |
|
Frozen Surimi |
means the fish protein product for further processing, which
has been processed by heading, gutting, cleaning fresh fish, and mechanically
separating the edible muscle from the skin and bone. The minced fish muscle is
then washed, refined, de-watered, mixed with cryoprotective food ingredients and
frozen; |
|
Gel Forming Ability |
means the ability of surimi to form an elastic gel when fish
meat is comminuted with the addition of salt and then formed and heated. This
elasticity is a function possessed by myosin as the primary component of
myofibrillar protein; |
|
Myofibrillar Protein |
is a generic term of skeletal muscle proteins such as myosin
and actin; |
|
Refining |
means a process of removing from washed meat by used of a
strainer small bones, sinews, scales and bloody flesh of such sizes as may not
be mixed in a final product, thereby concentrating myofibrillar
protein; |
|
Surimi-Based Products |
means a variety of products produced from surimi with addition
of ingredients and flavor such as “surimi gel” and shellfish
analogs; |
|
Water-Soluble Components |
means any water-soluble proteins, organic substances and
inorganic salts contained in fish meat; |
|
Washing |
means a process of washing away blood and water soluble
components from minced fish with cold water by the use of a rotary filter, thus
increasing the level of myofibrillar proteins thereof; |
|
Washed meat |
means fish meat that is washed and then drained of
water. |
|
Aquaculture Establishment |
is any premises for the production of live finfish or
crustaceans (fish) intended for human consumption, including the supporting
inner infrastructure and surroundings under the control of the same
management; |
|
Chemicals |
includes any substance either natural or synthetic which can
affect the live fish, its pathogens, the water, equipment used for production or
the land within the aquaculture establishment; such substances include
pesticides, therapeutic chemicals, disinfectants, anaesthetics, hormones, dyes,
detergents, antifoulants, and fertilizers; |
|
Colouring |
means obtaining specifically coloured fish flesh by
incorporating into the fish food a natural or artificial substance or
additive approved for this purpose by the agency having
jurisdiction |
|
Conditioning |
means transferring harvested fish which are fit for human
consumption into other ponds, tanks or cages of the same aquaculture
establishment, in order to clean the gut, recover from stress or acclimatize to
different conditions before transport of the live product; |
|
Corrosion-resistant Material |
means impervious material which is free from pits, crevices,
and scale, is non-toxic and unaffected by water (or seawater), ice, slime or any
other corrosive substance with which it is likely to come into contact. Its
surfaces must be smooth and it must be capable of withstanding exposure to
repeated cleaning, including the use of detergents and disinfectants; |
|
Diseased Fish |
means a fish on or in which pathological changes or other
abnormalities are apparent; |
|
Establishment |
see aquaculture establishment; |
|
Equipment |
means utensils such as nets, conveyers, sorting tables or
machines, buckets, dip nets, pumps, transportation tanks, vehicles, etc., used
during fishing out, sorting, loading and transportation of fish to
market; |
|
Feed Additives |
means chemicals other than nutrients for fish, which are
approved for addition to fish feed; |
|
Fish Feed |
means fodder intended for fish in aquaculture establishments,
in any form and of any composition; |
|
Fishing Out |
means collecting or harvesting of fish out of rearing units
for their transfer to another rearing unit; |
|
Good Aquaculture (or Good Fish Farming)
Practices |
are defined as those practices of the aquaculture sector that
are necessary to produce quality food products conforming to food laws and
regulations; |
|
Growing Area |
means freshwater, estuarine, brackish and marine areas used
for aquaculture establishments, including surroundings under the control of the
same management; |
|
Harvesting |
means those operations which start with taking the fish from
the water and end with the transport of live or fresh fish for human consumption
to the market; |
|
Manager |
in relation to an establishment includes any person for the
time being responsible for the management of the establishment; |
|
Official Agency Having Jurisdiction |
means the official authority or authorities charged by the
government with the control of food hygiene (sometimes referred to as the
competant authority) as well as/or with sanitation in aquaculture; |
|
Pesticide |
means any substance intended for preventing, destroying,
attracting, repelling or controlling any pest including unwanted species of
plants or animals during the production, storage, transport, distribution and
processing of food, agricultural commodities, or animal feeds or which may be
administered to animals for the control of ectoparasites. The term normally
excludes fertilizers, plant and animal nutrients, food additives, and veterinary
drugs; |
|
Pesticide Residue |
means any specified substance in food, agricultural
commodities, or animal feed resulting from the use of a pesticide. The term
includes any derivatives of a pesticide, such as conversion products,
metabolites, reaction products, and impurities; |
|
Pollutants |
means substances originating from human activities and not
from natural causes, which can contaminate the fish or impair the quality of the
water in which they are grown; |
|
Purification |
see entry in molluscan shellfish section; |
|
Rearing Environment |
is the water space in which fish are confined for the purpose
of aquaculture by any construction material; |
|
Rearing Unit |
in an aquaculture establishment means an adequate
aqueous confinement space for a certain biomass; this term includes a pond,
storage pond, tank, raceway, or cage; |
|
Residues |
means any foreign substances including their metabolites,
which remain in fish prior to harvesting as a result of either application or
accidental exposure. Examples of such substances are antibiotics,
anthelminthics, chemotherapeutics, disinfectants, fish food additives, growth
promoters, hormones, hormone-like substances, heavy metals, pesticides,
tranquilizers and radioactive materials. Maximum residue limits (MRLs) are
specified for many substances by the Codex Alimentarius or national
regulations; |
|
Tolerance |
refers to residue levels of a chemical that are permitted by
the official agency having jurisdiction in food for human consumption; |
|
Unit |
see "rearing unit"; |
|
Veterinary Drug |
means any substance applied or administered to any
food-producing animal, such as meat or milk-producing animals, poultry, fish or
bees, whether used for therapeutic, prophylactic or diagnostic purposes or for
modification of physiological functions or behaviour; |
|
Wastewater |
refers to liquic waste discharged from homes, commercial
premises and similar sources to individual disposal systems or to municipal
sewers, and consists mainly of excreta and used water; |
|
Withdrawal Time |
is the period of time between the administration of a
veterinary drug to fish, or exposure of fish to a chemical, and harvesting of
the fish to ensure that the concentration of the drug or chemical in the edible
flesh of the fish complies with the maximum permitted concentration of the drug
or chemical in fish for human consumption. |
3.1 Fishing Vessel Hygienic Design and Construction
3.2 Plant Hygienic Design and Construction
3.3 Hygienic Design and Construction of Equipment and Utensils
3.4 Hygiene Control Programme
3.5 Personal Hygiene and Health
3.6 Traceability and Recall Procedures
3.7 Training
Prior to the application of HACCP to any segment of the fish processing chain, that segment must be supported by a pre-requisite programme based on good hygienic practice or as required by the competent authority. The establishment of pre-requisite programmes will allow the HACCP team to focus on the HACCP application for the product and process selected, without undue consideration and repetition of hazards from the surrounding environment. The pre-requisite programme would be generic to all processes within an individual establishment and will require monitoring and evaluation to ensure its continued effectiveness. A summary of the pre-requisite programme elements is given in Table 1.
Table 1 SUMMARY OF PRE-REQUISITE PROGRAMME ELEMENTS
|
|
SECTION |
HAZARD/DEFECT |
EXAMPLE OF MONITORING PROCEDURE |
EXAMPLE OF CORRECTIVE ACTION |
|
3.1 - 3.2 |
Vessel and Plant design and construction |
Contamination or loss of essential quality |
Vessel and Plant inspection |
Modification or maintenance to the vessel or plant |
|
3.3 |
Design and construction of equipment and utensils |
Contamination or loss of essential quality |
Equipment and utensils inspection |
Modification or maintenance to the equipment and utensils |
|
3.4
|
Hygiene control programme |
|
|
|
|
- Cleaning & disinfection |
Contamination |
Vessel and Plant/equipment/inspection |
Redesign or repeat programme |
|
|
- Water & ice |
Contamination |
Water treatment and ice making equipment inspection, chlorine levels |
Repair or replace |
|
|
- Pest control |
Contamination |
Plant/equip. Inspection, bait/trap inspection |
Modify programme |
|
|
3.5 |
Personal hygiene and health |
Contamination |
Supervision |
Re-training |
|
3.6 |
Traceability and recall procedures |
Inability to retrieve unacceptable product |
Inventory checks/reconciliation of recall procedures |
Modify procedures |
|
3.7 |
Training |
Not operating system correctly |
Supervision |
Re-train/modify procedures |
There are many different types of fishing vessel used throughout the world which have evolved in particular regions to take account of the prevailing economics, environment and types of fish caught or harvested. This Section attempts to highlight the basic requirements for cleanability, minimising damage, contamination and decomposition to which all vessels should have regard to the extent possible in order to ensure hygienic, high quality handling of fresh fish intended for further processing and freezing.
The hygienic design and construction of a fishing vessel and vessels used to harvest farmed fish should take into consideration the following recommendations:
3.1.1 For Ease of Cleaning and Disinfection
3.1.2 To Minimise Contamination
3.1.3 To Minimise Damage to the Fish- poisonous or harmful substances;
- dry storage of materials, packaging etc.;
- offal and waste materials.
3.1.4 To Minimise Decomposition
3.1.5 To Minimise Damage during Harvesting of Farmed Fish
Farmed fish are usually harvested using seines or nets and may be transported live to processing plants.
Fish are highly perishable foods and should be handled carefully and chilled without undue delay. The fish processing plant, therefore, should be designed for the rapid processing and storage of fish and fishery products. The plant shall have a product flow-through pattern which minimises risk of cross-contamination and further reduction in fish quality, and allows the separation of finished product from raw materials.
The hygienic design and construction of a fish plant should take into consideration the following recommendations:
3.2.1 For Ease of Cleaning and Disinfection
3.2.2 To Minimise Contamination
3.2.3 To Minimise Decomposition- poisonous or harmful substances;
- dry storage of materials, packaging etc.;
- offal and waste materials.
3.2.4 To Provide Adequate Lighting
Equipment, containers and utensils coming into contact with fish should be designed and constructed to ensure that they can be adequately cleaned, disinfected and maintained to avoid contamination. Equipment should be durable and movable and/or capable of being disassembled to allow for maintenance, cleaning, disinfection and monitoring.
The hygienic design and construction equipment and utensils should take into consideration the following recommendations:
3.3.1 For Ease of Cleaning and Disinfection
3.3.2 To Minimise Contamination
3.3.3 To Minimise Damage
The potential effects of harvesting and handling of farmed products, on-board vessel handling or in-plant production activities on the safety and suitability of fish should be considered at all times. In particular this includes all points where contamination may exist and taking specific measures to ensure the production of a safe and wholesome product. The type of control and supervision needed will depend on the size of the operation and the nature of its activities.
3.4.1 A Permanent Cleaning and Disinfection Schedule
A permanent cleaning and disinfection schedule should be drawn up to ensure that all parts of the vessel, plant and equipment therein are cleaned appropriately and regularly.
A typical cleaning and disinfecting process may involve as many as six separate steps:
|
Pre-cleaning |
Preparation of area and equipment for cleaning. Involves steps
such as removal of all fish or fish products from area, protection of sensitive
components and packaging materials from water, removal by hand or squeegee of
fish scraps, etc. |
|
Pre-rinse |
A rinsing with water to remove remaining large pieces of loose
soil. |
|
Cleaning |
Treatment of surfaces with an appropriate detergent to remove
soil. |
|
Rinse |
A rinsing with water to remove all soil and
detergent. |
|
Disinfection |
Application of chemicals and/or heat to destroy most
microorganisms on surface. |
|
Post-rinse |
A final rinse with water to remove disinfectant. |
3.4.2 Designation of Personnel for Cleaning
It is recommended that in each processing plant or vessel an individual is designated to be responsible for the cleanliness of the plant or vessel.
Schedules should be implemented to:
3.4.3 Maintenance of Premises, Equipment and Utensils
3.4.4 Pest Control Systems
Personal hygiene and facilities should be such to ensure that an appropriate degree of personal hygiene can be maintained to avoid contaminating fish
3.5.1 Facilities and Equipment Should Include:
3.5.2 Personnel Hygiene
Experience has demonstrated that a system for recall of product is a necessary component of a pre-requisite programme because no process is fail-safe. Traceability, which includes lot identification, is essential to an effective recall procedure.
Fish hygiene training is fundamentally important. All personnel should be aware of their role and responsibility in protecting fish from contamination and deterioration. Fish handlers should have the necessary knowledge and skill to enable them to handle fish hygienically. Those who handle strong cleaning chemicals or other potentially hazardous chemicals should be instructed in safe handling techniques.
Each fish processing facility should ensure that individuals have received adequate and appropriate training in the design and proper application of a HACCP system and process controls. Training of personnel in the use of HACCP is fundamental to the successful implementation and delivery of the programme in fish processing establishments. The practical application of such systems will be enhanced when the individual responsible for HACCP has successfully completed a course given by or certified by a competent authority. Managers should also arrange for adequate and periodic training of every employee in the establishment so that they understand the principles involved in HACCP.
4.1 HACCP Principles
4.2 Implementation
4.3 Application
The Hazard Analysis Critical Control Point (HACCP) is a science-based system which identifies specific hazards and measures for their control to ensure the safety of food. HACCP is a management system (see figure 1) which identifies specific hazards and control measures rather than relying on end-product testing.
This section explains the principles of HACCP as it applies to the handling and processing of fish. It also explains how a similar approach involving many of the principles can apply to the broader application covering the essential quality, composition and labelling provisions of Codex standards which in this case are referred to as Defect Action Point Analysis.
The HACCP system consists of seven principles which have to be followed in any consideration of HACCP (Supplement to Codex Alimentarius Volume 1B - Food Hygiene, Annex to RCP/CAC 1-1969, Rev.3 (1997), page 19).
HACCP is an important management tool which can be used by operators for ensuring safe, efficient processing. Its proper use can greatly reduce the need for end-product testing but it must also be recognised that personnel training is essential in order that HACCP will be effective.
This Code can only provide guidance on how to use HACCP principles with pointers given as to the type of hazards or defects which may occur. It is important that HACCP principles be applied to each process and are considered on a specific basis to reflect the risks of the operation.
In following HACCP principles, users are requested to establish the potential hazards associated with each product type at each step or procedure in the process from point of harvest, during unloading, transport or during processing, as appropriate to the process defined. Since the Code is intended to cover not only those hazards associated with safety but to include other aspects of production including the essential product quality, composition and labelling provisions as described in product standards developed by the Codex Alimentarius Commission, both critical control points (CCP) and defect action points (DAP) are included in the Code.
4.3.1 Flow Diagram
4.3.2 Identification of Hazards and Defects
4.3.3 End Product Specifications
Each fish processing facility should ensure that the provisions of the appropriate Codex standards are met. To accomplish this, each facility should implement a food safety management system based on HACCP principles and should at least consider a similar approach to defects, both of which are described in this code. Prior to the application of HACCP to any segment of the handling and processing chain of fish, that segment must be supported by a pre-requisite programme based on good hygienic practice (see Section 3). It should be noted that parts of the pre-requisite programme may be classified as a CCP or DAP within a particular process.
The food management system developed should indicate responsibility, authority and the interrelationships of all personnel who manage, perform and verify work affecting the performance of such systems. The design of this programme should identify critical control points in the operation where the plant or product will be inspected, the specification or standard to be met, the monitoring frequency and sampling plan used at the control point, the monitoring system used to record the results of these inspections and any corrective action when required. A record for each critical control point that demonstrates that the monitoring procedures and corrective actions are being followed should be provided. The records should be maintained as verification and evidence of the plant's quality assurance programme. Similar records and procedures may be applied to DAPs. A method to identify, describe, and locate the records associated with HACCP programmes should be established as part of the HACCP programme.
The implementation of HACCP principles is better identified in the Logic Sequence for implementation of HACCP (Figure 1).
When applying HACCP, it is necessary to construct a flow diagram describing each step of the process. The flow diagrams presented in Sections 5-12 are examples of typical process-lines appropriate to different products. CCPs and DAPs are identified at some steps, for illustrative purposes only, with references to the appropriate sections of the Code.
For Hazard and Defect Analysis it is necessary to carefully examine both the product and the process and produce a flow diagram(s) (see individual sections for flow diagrams). Any flow diagram should be as simple as possible provided that each step in the process, including process delays, from the selection of raw materials through to the processing, distribution, sale and customer handling should be clearly outlined in sequence with sufficient technical data to avoid ambiguity.
In addition to the flow diagram it is important to identify potential hazards and defects in the operation from the point of view of construction and equipment contained in the plant of hygienic operation, including hazards associated with the use of ice and water. This is covered by the pre-requisite programme and is used to denote hazards which are common to almost any point in the process. If a process is too complex to be easily represented by a single flow chart then it can be sub-divided into constituent parts, provided the relationship between each of the parts is clearly defined.
Examples of the type of information needed to identify hazards and defects are as follows:
It should be stressed that in individual plants a complete and precise flow chart has to be drawn up for each process in order to implement properly the HACCP principles. An indication of the principle HAZARD (CCP) or DEFECT (DAP) with corresponding CONTROL MEASURE should be given at each step where appropriate.
Figure 1. Summary of how to develop a HACCP and Defect Analysis system for a fish plant
Risks to consumer health from seafoods captured in unpolluted marine environments are low, provided these products are handled in line with principles of Good Manufacturing Practice. However, as with all foods, there are some health risks associated with the consumption of certain products, which may be increased when the catch is mishandled after harvest. Fish from some marine environments, such as tropical reef fish, can pose a consumer risk from natural marine toxins, such as ciguatera. The risk of adverse health effects from certain hazards might be increased under certain circumstances in products from aquaculture when compared with fish from the marine environment. The risks of foodborne disease associated with products from aquaculture are related to inland and coastal ecosystems, where the potential of environmental contamination is greater when compared to capture fisheries. In some parts of the world, where fish are consumed either raw or partially cooked, there is an increased risk of foodborne parasitic or bacterial disease. In order to perform a hazard analysis as part of the process of developing a HACCP plan, fish processors must have information on potential hazards associated with raw material and products for further processing. Table 2 summarises possible biological and chemical food safety hazards associated with fresh fish.
Biological Hazards
Parasites
The parasites known to cause disease in humans and transmitted by fish or crustaceans are broadly classified as helminths or parasitic worms. These are commonly referred to as Nematodes, Cestodes and Trematodes. Fish can be parasitised by protozoans, but there are no records of fish protozoan disease being transmitted to man. Parasites have complex life cycles, involving one or more intermediate hosts and are generally passed to man through the consumption of raw, minimally processed or inadequately cooked products that contain the parasite infectious stage, causing foodborne disease. Freezing at -20°C or below for 7 days or -35°C for about 20 hours of fish intended for raw consumption will kill parasites. Processes such as brining or pickling may reduce the parasite hazard but will not eliminate it. Candling, trimming belly flaps and physically removing the parasite cysts will also reduce the hazards but will not guarantee elimination.
Nematodes
Many species of nematodes are known to occur world-wide and some species of marine fish act as secondary hosts. Among the nematodes of most concern are Anisakis spp., Capillaria spp., Gnathostoma spp., and Pseudoteranova spp., which can be found in the liver, belly cavity and flesh of marine fish. An example of a nematode causing disease in man is Anisakis simplex; its occurrence is rare as the infective stage of the parasite is killed by heating ([60°C] for 1 minute) and by freezing ([-20°C] for 24 hours) in the fish core.
Table 2: Possible Safety Hazards in Freshly-Caught Fish
|
Biological |
Chemical |
||
|
Parasites: |
Parasites of public health significance: |
Agro-chemicals: |
Disinfectants, pesticides, herbicides, algicides, fungicides,
anti-oxidants (added in feeds) |
|
Pathogenic bacteria: |
Salmonella, Shigella, E. coli 0157, Vibrio cholerae, Vibrio
parahaemolyticus, Vibrio vulnificus, Listeria monocytogenes, Clostridium
botulinum |
Veterinary drug residues: |
Antibiotics, growth promoters (hormones), other feed additives
from animal manures. |
|
Biological toxins: |
Scombrotoxin |
Heavy metals: |
Metals leached from marine sediments and soil, from industrial
wastes, from sewage or animal manures |
Cestodes are tapeworms and the species of most concern associated with the consumption of fish is Diphyllobotrium latum. This parasite occurs world-wide and marine fish are intermediate hosts. Similar to other parasitic infections, the foodborne disease occurs through the consumption of raw or under-processed fish. Similar freezing and cooking temperatures as applied to nematodes will inactivate the infective stages of this parasite.
Trematodes
Fish-borne trematode (flatworm) infections are a major public health problem that occur endemically in about 20 countries around the world, particularly in Southeast Asia. The most important species with respect to the numbers of people infected belong to the genera Clonorchis and Ophisthorchis (liver flukes), Paragonimus (lung flukes), and to a lesser extent Heterophyes and Echinochasmus (intestinal flukes). The most important definitive host of these trematodes is man or other mammals. Freshwater fish are the second intermediate host in the life cycles of Clonorchis and Ophistorchis, and freshwater crustaceans in the case of Paragonimius. Foodborne infections take place through the consumption of raw, undercooked or otherwise under-processed products containing the infective stages of these parasites. Freezing fish at -20°C for 7 days or at -35°C for 24 hours will kill the infective stages of these parasites.
Bacteria
The level of contamination of fish at the time of capture will depend on the environment and the bacteriological quality of the water in which fish are harvested. Many factors will influence the microflora of finfish, the more important being water temperature, salt content, proximity of harvesting areas to human habitations, quantity and origin of food consumed by fish, and method of harvesting. The edible muscle tissue of finfish is normally sterile at the time of capture and bacteria are usually present on the skin, gills and in the intestinal tract.
There are two broad groups of bacteria of public health importance that may contaminate products at the time of capture - those that are normally present in the aquatic environment, referred to as the indigenous microflora, and those introduced through environmental contamination by domestic and/or industrial wastes. Examples of indigenous bacteria which may pose a health hazard are Aeromonas hydrophyla, Clostridium botulinum, Vibrio parahaemolyticus, V. cholerae, V. vulnificus, and Listeria monocytogens. Non-indigenous bacteria of public health significance include members of the Enterobacteriaceae, such as Salmonella spp., Shigella spp., and Escherichia coli. Other species that cause foodborne illness and which have been isolated occasionally from fish are Edwardsiella tarda, Pleisomonas shigeloides and Yersinia enterocolitica.
Indigenous pathogenic bacteria, when present on fresh fish, are usually found in fairly low numbers, and where products are adequately cooked prior to consumption, food safety hazards are insignificant. During storage, indigenous spoilage bacteria will outgrow indigenous pathogenic bacteria, thus fish will spoil before becoming toxic and will be rejected by consumers. Hazards from these pathogens can be controlled by heating seafoods sufficiently to kill the bacteria, holding fish at chilled temperatures and avoiding post-process cross-contamination.
Vibrio species are common in coastal and estuarine environments and populations can depend on water depth and tidal levels. They are particularly prevalent in warm tropical waters and can be found in temperate zones during summer months. Vibrio species are also natural contaminants of brackish water tropical environments and will be present on farmed fish from these zones. Hazards from Vibrio spp. associated with finfish can be controlled by thorough cooking and preventing cross-contamination of cooked products. Health risks can also be reduced by rapidly chilling products after harvest, thus reducing the possibility of proliferation of these organisms.
Scombrotoxin
Scombroid intoxication, sometimes referred to as histamine poisoning, results from eating fish that have been incorrectly chilled after harvesting. Scombrotoxin is attributed to Enterobacteriaceae which produce high levels of histamine in the fish muscle when products are not immediately chilled after catching. The main susceptible fish are the scombroids such as tuna, mackerel, and bonito, although it can be found in other species. The intoxication is rarely fatal and symptoms are usually mild. Rapid refrigeration after catching and a high standard of handling during processing should prevent the development of the toxin. The toxin is not inactivated by normal cooking temperatures or by canning. In addition, fish may contain toxic levels of histamine without exhibiting any of the usual sensory parameters characteristic of spoilage.
Viral Contamination
Molluscan shellfish harvested from inshore waters that are contaminated by human or animal faeces may harbour viruses that are pathogenic to man. Enteric viruses that have been implicated in seafood-associated illness are the hepatitis A virus, caliciviruses, astroviruses and the Norwalk virus. The latter three are often referred to as small round structured viruses. All of the seafood-borne viruses causing illness are transmitted by the faecal-oral cycle and most viral gastroenteritis outbreaks have been associated with eating contaminated shellfish, particularly raw oysters.
Viruses are species specific and will not grow or multiply in foods or anywhere outside the host cell. There is no reliable marker for indicating presence of the virus in shellfish harvesting waters. Seafood-borne viruses are difficult to detect, requiring relatively sophisticated molecular methods to identify the virus.
Viral gasteroenteritis can be prevented by controlling sewage contamination of shellfish farming areas and pre-harvest monitoring of shellfish and growing waters. Depuration or relaying are alternative strategies but longer periods are required for shellfish to purge themselves clean of viral contamination than for bacteria. Thermal processing (85-90°C for 1.5 min.) will destroy viruses in shellfish.
Chemical hazards
Fish may be harvested from coastal zones and inland habitats that are exposed to varying amounts of environmental contaminants. Of greatest concern are fish harvested from coastal and estuarine areas rather than fish harvested from the open seas. Agro-chemicals and heavy metals may accumulate in products that can cause public health problems. Antibiotic residues can occur in aquaculture products when correct withdrawal times are not followed or when the sale and use of these compounds are not controlled. Fresh fish can also be contaminated with chemicals such as diesel oil, when incorrectly handled on-board.
Biotoxins
There are a number of important biotoxins to consider. Around 400 poisonous fish species exist and, by definition, the substances responsible for the toxicity of these species are biotoxins. The poison is usually limited to some organs, or is restricted to some periods during the year.
For some fish, the toxins are present in the blood; these are ichtyohaemotoxin. The involved species are eels from the Adriatic, the moray eels, the lampreys. In other species, the toxins are spread all over the tissues (flesh, viscera, skin); these are ichtyosarcotoxins. It concerns tetrodotoxic species responsible for several poisonings, often lethal.
Biotoxins are often heat-stable and the only possible control measure is to check the identity of the used species.
Ciguatoxin
The other important toxin to consider is ciguatoxin which can be found in a wide variety of mainly carnivorous fish inhabiting shallow waters in or near tropical and subtropical coral reefs. The source of this toxin is dinoflagellates and over 400 species of tropical fish have been implicated in intoxication. The toxin is known to be heat stable. There is still much to be learnt about this toxin and the only control measure that can reasonably be taken is to avoid marketing fish that have a known consistent record of toxicity.
Phycotoxins
These toxins concern especially the bivalve shellfish; the toxicity is due to the ingestion by the shellfish of phytoplanktonic species which are able to synthesise toxic substances. The shellfish concentrates the toxin to a level such as it becomes potentially toxic. The principal toxins are the PSP (Paralytic Shellfish Poison) produced by dinoflagellates genus Alexandrium, the DSP (Diarrheic Shellfish Poison) produced by other dinoflagellates genus Dinophysis, or domoic acid produced by a diatom Nitzschia pungens.
All these toxins are known to keep in general their toxicity through processing, even in canned fish products, so the knowledge of the species identity and/or origin of fish or shellfish intended for processing is important.
Physical Hazards
These can include such things as metal or glass fragments, shell, bones, etc.
Defects
Potential defects are outlined in the end-product specifications described in Appendices II - ix and in the appropriate Sections 5-13.
4.3.3.1 Essential Final Product Requirements
Codex Standards' end product specifications describe the essential final product specifications for fish and fishery products. These specifications are divided into two categories:
These essential requirements are provisions describing the minimal health, hygiene and other factors which must be met in order to comply with Codex standards.
4.3.3.2 Optional Final Product Requirements
End product specifications outlined in Appendices II - IX, describe optional requirements which are intended to assist buyers and sellers in describing those provisions which are often used in commercial transactions or in designing specifications for final products. These requirements are intended for voluntary application by commercial partners and not for application by governments.
5.1 Handling of Fresh Fish Prior to Processing
5.2 Temperature Control
5.3 Processing Operations - Fresh, Frozen and Minced Fish
Once a processing facility has established a pre-requisite programme (Section 3) the principles of HACCP can then be applied to each individual process within that facility. This section describes the technological guidelines and provides examples of the application of HACCP principles to the processing of fresh, frozen and minced fish. This includes examples of points in the process where potential hazards and/or defects may be found and suggested control measures.
Fish handlers should inspect all fish on catching or receipt. Only sound suitable fish should be retained. No fish should be accepted if it is known to contain parasites, undesirable microorganisms, pesticides, veterinary drugs or toxic, decomposed or extraneous substances which would not be reduced to an acceptable level by normal sorting and/or processing. The three most important factors to consider when handling fresh fish for processing are:
(i) time and temperature control;5.1.1 General Considerations
(ii) handle with care, and do not damage the fish; and
(iii) maintain a 'clean as you go' policy.
5.1.2 On Board Fishing and/or Harvesting Vessels
5.1.3 On Shore
5.1.4 Sensory Evaluation of Fresh Fish
The best way of assessing the freshness/spoilage of fish is by sensory evaluation techniques. It is recommended that sensory evaluation charts be used to verify the acceptability of fresh fish and to eliminate fish showing an unacceptable level of decomposition (see [draft] Codex Guidelines on Sensory Evaluation). As an example fresh white fish species are considered unacceptable when showing the following characteristics:
|
Skin/Slime: |
dull, gritty colours with yellow brown dotting
slime. |
|
Eyes: |
concave, opaque, sunken discoloured. |
|
Gills: |
grey - brown or bleached, slime opaque yellow, thick or
clotting. |
|
Odour: |
flesh odour amines, ammonia, milky lactic, sulphide, faecal,
putrid, rancid. |
Temperature is the single most important factor affecting the rate of fish deterioration and multiplication of microorganisms. Fish, fillets and other similar products which are to be chilled should be held at a temperature as close as possible to 0ºC.
5.2.1 Minimise the Deterioration of Fish
To minimise the deterioration of fish, temperature control can be achieved by:
5.2.2 Quality of Ice
The quality of ice is determined by the following factors:
5.3.1 General
5.3.2 Control Thawing for Further Processing
5.3.3 Gutting and Washing
5.3.4 Filleting, Skinning, Trimming and Candling
5.3.5 Minced Fish Using Mechanical Separation Process
5.3.6 Application of Additives and Ingredients
5.3.7 Wrapping and Packing
5.3.8 Modified Atmosphere Packing
5.3.9 Freezing Operations
5.3.10 Glazing and Cold Storage
In order to maintain the quality of fish it is important to adopt quick, careful and efficient handling procedures (See Figures 2a and 2b).
5.3.1.1 Raw Material Reception
- organoleptic characteristics such as appearance, odour, texture, etc;- chemical indicators of decomposition and/or contamination, for example, TVBN, histamine, heavy metals, pesticide residues, nitrates etc;
- microbiological criteria, in particular for intermediate raw materials, to prevent the processing of raw material containing microbial toxins such as staphylotoxin.
- foreign matter,
- physical characteristics such as size of fish or shellfish,
- species homogeneity, etc.
* Note: the CCP/DAP number and the section references refer to the text of the Code where the apropriate processing steps is discussed.This flow chart is for illustrative purposes only. For in-factory HACP implementation a complete and comprehensive flow chart has to be drawn up for each process.
This flow chart is for illustrative purposes only. For in-factory HACP implementation a complete and comprehensive flow chart has to be drawn up for each process.
* Note: the CCP/DAP number and the section references refer to the text of the Code where the apropriate processing steps is discussed.
5.3.5.1 Washing of Minced Fish
5.3.5.2 Blending of Minced Fish
The extent to which the shelf-life of the product can be extended by MAP will depend on the species, fat content, initial bacterial load, gas mixture, type of packaging material and, especially important, the temperature of storage (see Appendix I).
Modified atmosphere packaging should be strictly controlled by:-
The fish product should be frozen as quickly as possible since unnecessary delays before freezing will cause temperature of the fish products to rise, increasing the rate of quality deterioration and reducing shelf-life due to the action of micro-organisms and undesirable chemical reactions.
The freezer store should be designed taking into account the size of intended production, the type of fish product, the intended time of storage and the optimal temperature requirements. The store should be equipped with indicating thermometer. Fitting of recording thermometers is strongly recommended.
6.1 Identification of Hazards
6.2 Growing Area Requirements
6.3 Hygienic Harvesting, Transportation and Storage Techniques of Live Molluscan Shellfish
6.4 Relaying
6.5 Purification of Molluscan Shellfish in Tanks, Floats and Rafts
6.6 Dispatch of Molluscan Shellfish in a Distribution Centre
6.7 Heat Treatment/Heat Shocking of Molluscan Shellfish in Establishment
6.8 Documentation
6.9 Lot Identification and Recall Procedures
Figure 3. Example of a simplified flow diagram for the production of live molluscanshellfish
Molluscan shellfish species like oysters, mussels, manilla and hard shell clams can survive for extended periods out of water and can be traded for human consumption as live animals. Other species like cockles can be traded live if carefully handled, but are normally processed. Species not adapted to drying conditions soon die out of water and are best handled as chilled products or processed.
When spawning it becomes undesirable and in many instances impracticable to trade them as live animals. Stress can induce spawning.
The main hazards known from the production of molluscan shellfish are from sewage contamination of their growing waters, especially when the molluscan shellfish are intended to be eaten raw. Since molluscs are filter feeders they can concentrate pollution until a much higher concentration than the surrounding sea water. The pollution in the growing area is therefore critical for the end product specification and determines the process requirements for further processing. Gastro-enteritis and other serious diseases such as hepatitis can occur as result from sewage contamination like enteric bacterial and/or viral pathogens (Norwalk like viruses, viruses causing hepatitis) or from natural occurring bacterial pathogens (Vibrio spp.)Biotoxins coming from certain toxic algae can cause various forms of serious poisoning like diarrhetic shellfish poisoning (DSP), paralytic shellfish poisoning (PSP), neurotoxic shellfish poisoning (NSP) or amnesic shellfish poisoning (ASP).
To control the hazards coming from the growing area identification and monitoring is very important for molluscan shellfish safety. The identification, classification and monitoring of growing waters is a responsibility for competent authorities. E.coli/faecal coliforms are used as an indicator for the possibility of bacterial and viral pathogens although it is known that for especially viruses and for natural occurring bacterial pathogens the indicator is not working effectively. If the biotoxins are found in the shellfish flesh in an hazardous amounts the production area must be closed until toxicological investigation has made clear that the shellfish meat is free from hazardous amount of biotoxins. Chemical toxins should not be present in amounts so that the calculated dietary intake exceeds the permissible daily intake, or so that the taste of the molluscs may be impaired.
Molluscan shellfish from waters subject to relatively low levels of sewage contamination can be made safe by relaying in a suitable growing area or a purification process to reduce the level of bacteria and of viruses if the process is continued long enough, or by a heat treatment to destroy the pathogens. Purification is a short term process commonly used to reduce low levels of bacterial contamination, but much longer term relaying is required if there is a greater risk of viral contamination.
Especially when the molluscan shellfish need to undergo relaying, purification and/or are meant to be eaten raw (temperature) stress and excessive shocks of the molluscan shellfish are a hazard and must be avoided. This is very important because these molluscan shellfish should be able to function again during purification, relaying or conditioning.
When molluscan shellfish are meant to be processed avoiding stress and excessive shocks is less important.
Mussels, oyster, manila and hard shell clams are considered suitable for purification, cockles can be purified provided they are carefully handled and there is only a short delay between harvesting and purification, but scallops may not be suitable for purification.
Recontamination has to be avoided. Therefore hygienic handling and the use of clean sea water and a good working cleaning and disinfection program is important when handling and/or processing of molluscan shellfish. When out of the water live molluscan shellfish should be kept cool to slow their metabolism and prevent them form drying out. Storage temperature as low as 0°C can cause thermal shock. Blue mussels are an exception and can be kept directly iced. Dead molluscan shellfish held as fresh fishery products, such as scallops are best well iced or otherwise chilled.
As already stated, identification of hazards, sewage contamination of the growing waters is critical for the end product specification and determines the process requirements for further processing. To control the hazards coming from the growing area identification and monitoring is very important for molluscan shellfish safety. The identification, classification and monitoring of growing waters is a responsibility for competent authorities.
There are 5 different types of important hazards coming from the shellfish growing environment:
E.coli/faecal coliforms are used as an indicator for the possibility of the first 3 types of hazards, although it is known that for especially viruses and for natural occurring bacterial pathogens the indicator is not working effectively. The contamination with E.coli/faecal coliforms in sea water or molluscan shellfish is used in defining a growing area. The present monitoring programs of the US and the EU are examples of good monitoring programs. Both monitoring programs are presented in [to be defined].
Biotoxins in molluscan shellfish are caused by plankton containing toxins. If the biotoxins are found in the shellfish flesh in an amount higher than the limit in the end product specification the production area must be closed until toxicological investigation has made clear that the shellfish meat is free from hazardous amount of biotoxins.
Chemical toxins should not be present in amounts so that the calculated dietary intake exceeds the permissible daily intake, or so that the taste of the molluscs may be impaired.
Deep water stocks of wild scallops of the type trawled commercially are not considered prone to sewage contamination but can be subject to algal toxins and chemical/toxic substance contamination.
Growing areas should be clearly defined by the competent authority as suitable for harvesting for either:
a. direct human consumption;Growing areas providing molluscan shellfish for direct human consumption meet the following requirements at time of harvest:b. relaying in acceptable water or purification in an approved purification centre or other forms of treatment e.g. heat treatment, radiation;
c. non-suitable for growing or harvesting molluscan shellfish.
a. the area is not subject to contamination that may present an actual or potential hazard to human health;Production areas providing molluscan shellfish for indirect human consumption should be defined in relation to the further procedure of the lot.b. The molluscan shellfish harvested meet the end product specification in the Codex Standard and the requirements outlined in Appendix III.
In determining the public health suitability of molluscan shellfish growing areas the official agency having jurisdiction should take the following actions:
6.2.1 Classification of growing areas
Surveys of the growing area, shoreline and land catchment should be conducted to determine sources of both domestic and industrial pollution which may affect the quality of the growing area water and molluscan shellfish. Sources may include municipal sewage outputs, industrial outputs, mine wastes, geophysical contaminants, domestic animal holding pens, pastoral farming activities, nuclear power plants, refineries or other sources. The need to reschedule hygiene surveys will be determined by population shifts and changes in agricultural and industrial activities in the coastal area. Resurveys should be conducted at an acceptable frequency
When pollution sources have been identified and evaluated, sampling stations for water, molluscan shellfish and/or sediments should be established and studies conducted to determine the effects of the pollutants on water and molluscan shellfish quality. The data should be evaluated by the official agency having jurisdiction and growing areas should be classified according to official standards and criteria.
When interpreting growing area data, the official agency having jurisdiction should take into account variations which may affect the level of pollution during the most unfavourable hydrographic and climatic conditions as influenced by rainfall, tides, winds, methods of sewage treatment, population variations and other local factors, since shellfish respond rapidly to an increase in the number of bacteria or viruses in their environment by accumulating these agents. The agency should also consider that shellfish have the ability to accumulate toxic chemicals in their tissue in concentrations greater than the levels found in the surrounding water. FAO, WHO, or other international or national food standards may be used as a guide to acceptable levels.
Classified growing areas should be routinely monitored for changes in water quality and/or molluscan shellfish quality, and sub-standard areas patrolled to prevent harvesting for purposes other than that established by the official agency. Tests for suitable indicator bacteria such as faecal coliforms or Escherichia coli should be used to determine the degree of faecal contamination. The effectiveness of indicator bacteria used should be kept under constant review for their reliability as measures for the degree of faecal contamination If faecal contamination exceeds a certain threshold-level, to be set by the official agency, only relaying in a suitable area for a time approved by the competent authority is allowed.
When routine monitoring programs or resurvays show that the growing area no longer meets the classification criteria, the area should be reclassified or closed for harvesting immediately. by the official agency having jurisdiction.
The official agency having jurisdiction should immediately announce these decisions to the affected producers and purification and distribution centres.
6.2.2 Marine biotoxin control
All growing areas should be routinely monitored for the presence of marine biotoxins such as paralytic shellfish poison. The risk of blooms of toxic algae may show seasonal variability and areas may also be affected by toxic algae earlier unknown in the surrounding sea or coastal waters. These risks should be recognised when drawing up monitoring schedules.
The official agency having jurisdiction should close immediately and effectively patrol affected areas when acceptable levels are exceeded in edible portions of shellfish meats. These areas should not be opened before toxicological investigation has made clear that the shellfish meat is free from hazardous amounts of biotoxins.
The official agency having jurisdiction should immediately announce these decisions to the affected producers and purification and distribution centres.
6.2.3 Chemical contaminants
Growing areas should be monitored on regular basis on chemical contaminants
Especially when the molluscan shellfish need to undergo relaying, purification and/or are meant to be eaten raw (temperature) stress and excessive shocks of the molluscan shellfish are a hazard and must be avoided. This is very important because these molluscan shellfish should be able to function again during purification, relaying or conditioning. The shellfish need to stay alive until they are cooked or eaten raw by the consumer. When molluscan shellfish are meant to be processed avoiding stress and excessive shocks is less important but still advisable
6.3.1 Hygiene requirements for vessels/conveyances harvesting or transporting live molluscan shellfish from growing area to relaying area, purification tank, raft or float or distribution centre or establishment
6.3.2 Protection of product from contamination
6.3.3 Harvesting, transporting and storage of live molluscan shellfish
Appropriate handling procedures depend on different species, growing area and season
For relaying areas must requirements for growing areas do also apply.
Relaying is intended to reduce the level of contaminants that may be present in shellfish which have been harvested from contaminated areas to such levels that the shellfish will be acceptable for human consumption without further processing. Shellfish harvested for relaying should only be harvested from areas that are so designated/classified by the official agency.
For natural functioning and therefore relaying to occur it is essential that the molluscs have not been over-stressed or damaged during harvesting or handling prior to purification and are not in a seasonally weak or spawning condition.
Some species such as the soft shell clam Mya arenaria can not be relayed.
Purification is intended to reduce the number of pathogenic bacteria that may be present in shellfish which have been harvested from moderately polluted areas to such levels that the shellfish will be acceptable for human consumption without further processing. Purification alone is not suitable for cleansing molluscs from more heavily contaminated areas or areas subject to contamination by hydro-carbons, heavy metals, pesticides or by biotoxins. Shellfish harvested for purification should only be harvested from areas that that so designated/classified by the official agency.
The required conditions vary according to the species of mollusc and the design of the purification system.
For natural functioning and therefore purification to occur it is essential that the molluscs have not been over-stressed or damaged during harvesting or handling prior to purification and are not in a seasonally weak or spawning condition.
Mussels, oysters, manila and hard shell clams are considered suitable for purification, cockles can be purified provided they are carefully handled and there is only a short delay between harvesting and purification, but scallops may not be suitable for purification.
Purification centres, rafts, tanks and floats must be approved by the competent authority.
6.6.1 Reception
6.6.2 Conditioning and storage of molluscan shellfish in sea water tanks, basins etc.
Conditioning means storage of molluscan shellfish in sea water tanks, basins, floats, rafts or natural sites which the intention to remove mud, sand and slime.
6.6.3 Washing, declumping, debyssing and grading
- The number of handlings with shellfish should be minimised;
- Excessive shocks should be avoided.
6.6.4 Packing
6.6.5 Storage
6.6.6 Distribution
In this section only heat treatment/heat shocking of molluscan shellfish is covered which is specific for this code of hygienic practice.
Most requirements for reception of molluscan shellfish, conditioning, storage, washing/declumping/debyssing/grading, packaging, storage and distribution would also apply for molluscan shellfish intended for heat treatment or heat shocking.
Stress and excessive shocks of the molluscan shellfish to be heat treated are somewhat less critical than molluscan shellfish which are intended to be distributed..
6.7.1 Heat treatment for purification purposes
In stead of relaying/purification it is possible in certain circumstances to eliminate microbiological contamination with a heat treatment. This can be either a sterilisation or pasteurisation process.
The time/temperature control is very important (F >= 15). The heat treatment is very critical and must be approved by the competent authority.
The establishments must carry out frequent own checks to ensure that the heat treatment is satisfying.
Also very import is documentation of the lots of molluscan shellfish. Polluted shellfish should not come in contact/be mixed with molluscan shellfish which meet the end product specification.
After the heat treatment the molluscan shellfish must meet the end product specification in Appendix III.
6.7.2 Heat shocking of molluscan shellfish followed by packing
Heat shocking is a method to remove shells from the molluscan shellfish.
- the gatherer's identity and signature;
- the date of harvesting;
- the location of the growing area.
- The affected product must be easy identifiable by lot numbers;- Destination and customers of the affected product must be identifiable;
- Competencies and responsibilities of management and personnel must be clear;
- Names and telephone numbers of affected personnel, organisations and customers must be present.
9.1 General
9.2 Preparing Before Salting
9.3 Salt Handling and Salt Requirements
9.4 Salting and Maturing
9.5 Sorting, Packaging, Wrapping and Labelling
9.6 Chill Storage
Salted fish and fish products should be sound and wholesome, well prepared and packaged so that they will be protected from contamination and remain attractive and safe to eat. In order to maintain the quality of fish it is important to adopt quick, careful and efficient handling procedures.
Refer also to Section 5 for general handling prior to processing
9.2.1 Splitting, Washing and Rinsing
Figure 4 Example of a flow chart of a salted fish processing line
This flow chart is for illustrative purposes only. For in-factory HACCP implementation a complete and comprehensive flow chart has to be drawn up for each process.
Possible Defect Action Points (DAP)*
* Note: The DAP number and the section reference refer to the next of the Code where the appropriate processing step is discussed9.2.2 Filleting, Skinning And Trimming
Refer to Section 5.3.4
9.2.3 Nobbing (Herring) (To be developed)
9.2.4 Gibbing (Herring) (To be developed)
9.3.1 Handling
9.3.2 Salt Requirements
- levels of calcium salts between 0.15% and 0.35% have been found satisfactorily;
- levels of magnesium salts if present, not more than 0.15%;
- content of copper not more than 0.1 mg/kg;
- content of iron not more than 10 mg/kg;
- small crystals for dry-salting of fatty fish and large crystals for lean fish;
- free from micro-organisms which adversely affect the quality of final products;
Salted fish should be mature, sound and wholesome. The fish should be free of remains of the guts, liver and other entrails;
Salting of fish either by brining, pickling (wet salting) or dry salting should be carried out with full understanding of their effects on the quality of the final product and should be done under strict hygienic condition.
Two particular conditions that can adversely affect the quality of dry salted fish are the occurrence of "pink", a discoloration caused by red halophilic bacteria; and "dun", a development of the mould Sporendonema epizoum. Both defects can be combated by maintaining a temperature lower than 10o C (50o F). Salt produced from marine sources may contain halophilic bacteria which continue to live in the salt and salted fish. In order to minimise infections of salted fish, previously used and/or contaminated salt should be removed from the plant.
9.4.1 Brining
9.4.2 Pickling (Wet Salting)
9.4.3 Dry Salting
9.4.4 Maturing
Refer also to Section 5.3.7
9.5.1 Sorting
9.5.2 Packaging
Refer to Section 5.3.8
9.5.3 Labelling
Refer to Section [ ]
10.1 Identification of Hazards and Defects
10.2 Processing Operations
10.3 Packaging and Distribution
Figure 5 Flow diagram of smoked fish processes
For smoked products in particular a health risk might appear if the technology moves in the direction of a reduction of the traditional barriers to out growth of pathogens or changes of packaging methods such as the history of the safety of the product is not valid any more.
In order to maintain the quality of the product it is important to adopt quick, careful and efficient handling procedures. In order to minimise cross contamination auxiliary operations such as fuelling the smoke generator should be kept separate.
In addition to the possible hazards related to the raw materials as described under box CCP no 1 the following CCP's could be relevant for hot smoked respectively cold smoked fish.
10.2.1 The Hot Smoking Process
The process will follow the general line as described by the flow diagram in Figure 5a, however the processing parameters are numerous.
Depending on the fish in question the temperature obtained in the fish will vary from about 60o C for e.g. hot smoked eels to about 80o C as recommended by some countries and even higher resulting in crust formation from the burned surface e.g. smoked bonga.
The fish flesh will appear cooked.
The smoking time will vary as well depending on the size of the fish and the conditions for the marketing of the products but will usually be 1-2 hours.
Usually the fish is dried for a period before smoking in order to prepare the skin for the reception of the smoke. The drying can be carried out in the smoking equipment or in special driers or under more primitive conditions out doors maybe under shelter maybe in the sun.
The fish could be lightly salted or not be salted at all before smoking, sometimes a sprinkle of salt is given when packed in boxes after smoking.
The equipment for the hot smoking process has developed from the most simple chimney/barrel to specially designed cabinets with inbuilt devises for the control of the smoking process but it is characteristic that the very primitive equipment persists.
Usually the fish is gutted or gilled but can be round for smaller species or be as fillets or steaks for greater fish.
Much hot smoked fish are traded locally and the need for packaging the products and keeping them under refrigeration has been limited. However when the market for hot smoked products expands and they eventually enter into international trade the need for packaging and temperature control during storage and transport increases.
The products are usually fragile and need to be protected from physical impact. As the fish is often fatty the smoked products also need to be protected against the influence of oxygen even though the smoke is having antioxidant properties.
In order to minimise the risk the salt content of the smoked fish should be increased to more than 3 %WPS and to be even more sure the products should be kept under 5o C.
10.3.1 The Cold Smoking Process
The process will follow the general line as described by the flow diagram in Figure 5b. The products originates in countries belonging to the temperate geographical zone and when following the parameter that the temperature should be <30o C the resulting product does not appear cooked. However the temperature could most probably be increased for tropical fish living in waters of that temperature.
The characteristic feature for cold smoked fish will be that the flesh does not appear cooked. Most cold smoked fish are smoked as fillets. The fish could be exposed to smoke for an extended period of 24 hours or more in a smoking cabinet, however the time is shortened considerably in the modern cold smoking process to approach the times known from the hot smoking process.
The fish is dried until the surface will receive the smoke. Traditionally the fish has only been salted slightly if at all and the keeping properties has been poor. Today the fish is usually lightly salted by dry salting for 24 hours or by pickle injection of brine and then maturing for 24 hours to reach a salt%> 3 WPS.
10.3.2 Packaging and Distribution
The traditional products were traded to the local consumers who carried out the final preparation of the cold smoked products such as the slicing. It is extremely perishable and need to be handled fast.
Today pre-sliced products are the dominant presentations on the market.
The smoked filets are prefrozen to about -5C in order to run better in the slicers and the sliced product is vacuum packed.
Often the products are frozen again as an intermediate part of the process in order to establish a buffer storage for being able to meet the demands of the peak seasons, and then thawed before the presentation to the final consumer.
Regardless of whether the prepacked product is fresh or thawed it should be kept > 5 C during storage, transport and presentation and the salt% should be >3% WPS.
11.1 General - Addition to Pre-requisite Programme
11.2 Identification of Hazards and Defects
11.3 Processing Operations
11.4 Unwrapping, Unpacking
11.5 Thawing
11.6 Fish and Shellfish Preparatory Processes
11.7 Pre-Cooking and Other Pre-Treatments
11.8 Packing in Cans (Filling, Sealing and Coding)
11.9 Handling of Containers After Closure - Waiting Before Heat Processing
11.10 Heat Processing and Cooling
11.11 Handling After Heat Processing
11.12 Transportation of Finished Products
This Section applies to the application of HACCP to the production of heat processed sterilised canned fish and shellfish products which have been packed in hermetically sealed rigid or semi-rigid containerscontaining at least 50% of fish or shellfish and intended for human consumption. Aseptic filling is not covered by this Code, reference should be made to the Code of Hygienic Practice for Aseptically Processed and Packaged Low Acid Foods (CAC/RCP 40-1993).
Figure 6 Example of a flow chart for the processing of canned fish and shellfish
Figure flow chart is for illustrative purpose only. For in-factory implementation of HACCP principles, a complete and comprehensive flow chart has to be drawn up for each product.
* Note The CCP and DAP numbers and the sections references refer to the Sections of the Code where the appropriate processing step is discussed.
Refer also to Section 4.3.2
11.2.1 Hazards
A - Naturally occurring marine toxins
Biotoxins such as tetrodotoxines or ciguatoxines are known to be generally heat-stable, so the knowledge of the identity of the species and/or the origin of fish intended for processing is important.
Phycotoxins such as DSP, PSP or ASP are also heat stable, so it important to know the origin of molluscan shellfish intended for processing.
B - Microbiological toxins
Histamine
Histamine is heat-stable, and so its toxicity remain practically intact in cans. Good practices for the conservation and handling from capture to heat processing are essential to prevent the histamine production. The Codex Commission adopted in its standards for some fish species maximum levels tolerated for histamine.
Clostridium botulinum
The botulism risk appears only after an inadequate heat processing. The toxin is heat-sensitive, on the other hand, the destruction of Clostridium botulinum spores, in particular from proteolytic strains, requires high sterilisation values. The heat processing effectiveness depends on the contamination level at the time of the treatment. Therefore, it is advisable to limit proliferation and the contamination risks during processing.
Staphylococcus aureus
Toxins from Staphylococcus aureus can be present in a highly contaminated raw material or can be produced by bacterial proliferation during processing. These toxins are heat-resistant, so they have to be taken into account in the hazard analysis.
Hazards linked to the containers
Care should be taken to avoid contamination of the product from components of the containers.
11.2.2 Defects
Potential defects are outlined in the end-product specifications described in Appendix VIII and in Codex standards concerning canned fish and shellfish products.
Once a processing facility has established a pre-requisite programme (Section 3), HACCP principles can be applied in this establishment to each process and to each product. This section describes the technological guidelines for processing canned fish and shellfish and gives some recommendations in order to control hazards and defects at the different processing steps. It provides examples of the application of HACCP principles: identification of potential hazards or defects, suggestion of control measures etc.
11.3.1 Requirements Concerning Raw Materials, Containers and Packaging Materials
General
Fish and shellfish intended for canning should be produced in accordance with the appropriate Sections of this code.
11.3.2 Specifications for containers and packaging materials
The containers in which fish and shellfish products are canned should be made from suitable material and constructed so that they can be easily closed and sealed to prevent the entry of any contaminating substance
Containers for canned fish and shellfish should meet the following requirements:
(a) they should protect the contents from contamination by micro-organisms or any other substance;11.3.3 Inspection on receipt(b) their inner surfaces should not react with the contents in any way that would adversely affect the product or the containers;
(c) their outer surfaces should be resistant to corrosion under any likely conditions of storage;
(d) they should be sufficiently durable to withstand the mechanical and thermal stresses encountered during the canning process and to resist physical damage during distribution;
(e) they should be of convenient size and shape to suit the nature of the product;
(f) they should be easy to open and to empty.
11.3.4 Storage of raw material, containers and packaging materials
11.6.1 Fish preparation (see Sections 5.3.1 - 5.3.4)
11.6.2 Preparation of molluscs and crustaceans
11.7.1 Pre-cooking
11.7.1.1 General considerations
- to lower the water content of the flesh in order to avoid water exudation during heat processing;- to give a particular flavour or texture to the product;
- in some cases, to prepare the products for later treatments.
11.7.1.2 Pre-cooking schedule
11.7.1.3 Control of quality of pre-cooking oils and other fluids
11.7.1.4 Cooling
11.7.2 Smoking
11.7.3 Use of Brine and Other Dips
11.8.1 Filling
- to ensure that they have been properly filled and will meet accepted standards for weight of contents- and to verify product quality and workmanship just before they are closed.
11.8.2 Sealing
Sealing the container is one of the most essential processes in canning.
11.8.3 Coding
Heat processing is one of the most essential operations in canning. Canners can refer to the Recommended International Code of Hygienic Practice for Low-Acid and Acidified Low-Acid Canned Foods (CAC/RCP 23-1979, Rev. 2 1993) in order to obtain detailed advice on heat processing. In this Section, only essential elements are pointed out.
11.10.1 Sterilisation Schedule
11.10.2 Heat Processing Operation
11.10.3 Monitoring of Heat Processing Operation
11.10.4 Retort Equipment
11.10.5 Cooling
11.11.1 Labelling, Casing and Storage of Finished Products
12.1 Identification of Hazards and Defects
12.2 Handling of Fresh Fish Prior to Processing
12.3 Temperature Control
12.4 Processing Operations
Frozen surimi is in brief terms raw material for food that is myofibriller protein isolated from fish meat protein by washing, most of which is not intended for direct human consumption but further heat treated and consumed in the form of surimi-based products. It should be kept in mind that frozen surimi was originally developed as raw material for surimi-gel that is produced by taking advantage of gel forming ability possessed by myofibrillar protein. Therefore, certain properties specifically required for surimi-based products should be taken into consideration, and it should be fully understood that it is in this point that code of practice for frozen surimi is different from the codes of practice for all the other fish and fishery products.
However, since most of the practical information pertaining to the technology and hygiene of the production of frozen surimi has been based upon experiences gained in Japan and the United States of America, this Section is not intended to be strictly applied in all countries producing frozen surimi without any modification irrespective of the conditions of the respective countries. The establishment of a code of any country will, in accordance with this Section, probably require the consideration of various conditions and consumers' tastes in the country concerned. In order words, a “national” code of practice of any country could be developed from the information contained in this Section supplemented by taking into due consideration the species of fish and the various conditions of the country in question.
Moreover, this Section has been prepared on the basis of Alaska pollock(Theragra chalcogramma) that constitutes the great majority of frozen surimi production in the world, and will require periodic revision, since the increase of surimi made from other fish species as well as further technological development can be foreseen.
This Section dose not specifically deal with non-frozen surimi being produced in certain countries because of its small production output, but may be applicable to such surimi as its production process is almost identical to that of frozen surimi. Further, this Section is applicable to frozen surimi that is produced at sea by factory ship.
12.1.1 Hazards
Bacteriological hazards
Raw material fish has always been regarded as reservoir of pathogenic bacteria. However these bacteria are killed or reduced to acceptable level when surimi is cooked(heated) for preparing surimi-based products, hence pathogenic bacteria needs not identified as a hazard. Contamination with Staphylococcus aureus, which produces heat-stable toxins, should be fully been controlled by pre-requisite programme for personnel hygiene.
Parasites
The frozen surimi is refined and frozen in its manufacturing process, and in addition, in the process to be finished into its end product, i.e.; fish meat paste, material is heated. For this reason, substantially incidence of health hazards by parasites for frozen surimi and fish meat paste is substantially lower than for raw fish and fillet and it is at the negligible levels. Typical parasites that may be found in the raw material fish of frozen surimi include anisakis and pseudoterranova.
Anisakis and Pseudoterranova
The anisakis is, in many cases, parasitic in encystation formed on the surface membrane of the liver of walleye pollock, while the pseudoterranova, in many cases, inhabit in the muscle of Pacific cod and Atka mackerel in forming itself the shape of a swirl. Most of these parasites are deactivated in the process of meat separation from the fish by a separator or refining by a refiner. Therefore, frozen (storage) process and further more, heating during the production process of fish meat paste enable the prevention of occurrence of health hazards.
Scombrotoxin
Scombrotoxin forming fish species may be used for production of frozen surimi. Scombrotoxin is attributed to Enterobacteriaceae when high levels of histamine are produced in the fish muscle. The main fish susceptible are the scombroids such as tuna, mackerel, bonito etc. although it can be found in other species. The intoxication is rarely fatal, but generally symptoms are usually mild. Rapid refrigeration after catching and a high standard of handling during processing should prevent the development of the toxin.
Ciguatoxin
The other important possible toxin is ciguatoxin which can be found in wide variety of mainly carnivorous fish inhabiting shallow waters in or near tropical and sub-tropical coral reefs. The levels of study and analysis still inadequate for this toxin and the only control measure that can reasonable be taken is to avoid marketing fish that have a consistent record of detection of toxicity. Specific attention should be paid when south-coral fish are used as raw materials.
Foreign matter
Metal fragments as foreign matter may enter the production process of frozen surimi. The usage of a metal detection device is effective for removing the product contaminated with such metal fragment. Surimi processing consists of numerous mechanical steps. Therefore there is a great chance of any broken metals (i.e., bolts, washer, nuts, etc.) to be left in the meat. This safety hazard must be evaluated all the time.
12.1.2 Defects
Potential defects are outlined in the end-product specifications described in Appendix IX of this Code of Practice.
Parasites
The presence of parasites in the fish may often cause quality problems, which requires caution. Typical parasites that may live in the raw material fish of frozen surimi and those that may cause quality problems to frozen surimi include myxosporida.
Myxosporida
The myxosporida is found in such fish as Hake and Pacific whiting, but it is necessary to note that, even if the level of parasite infection of the material fish is low, gel functionality of the fish meat paste product may sometimes deteriorated by the existence of protease. Since, in many cases, the myxosporida can not be identified by appearance, it is desirable that the material fish with smaller infection possibility judging from the past experiences be selected or an enzyme inhibitor be used as a food additive.
Decomposition
Decomposed fishResidual water-soluble proteinDecomposed fish should be identified as a defect when receiving raw material, because decomposed fish is not suitable to surimi processing, because it will cause negative effect to gel forming ability. Therefore, decomposed fish should not be received.
Proliferation of spoilage bacteria
If temperature goes up higher than approximately 10 degree C when “Washing and De-Watering” process, spoilage bacteria may proliferate, as the result, the product will be decomposed, falling short of its quality standards. Therefore, the washing water should be thoroughly controlled lower temperature. And also “Mixing with Food Additives” process should be kept lower temperature, because if temperature goes up higher than approximately 10 degree C, spoilage bacteria may proliferate, as the result, decomposition the product will be brought about.
If washing cycle is insufficient, residual water-soluble protein will remain in the surimi, deteriorates the gel forming ability, and also give negative effects on the quality during the long-term frozen storage. Therefore, washing cycle should be adequately treated.
Foreign matter inclusion(exclusion of metal fragment)
Frozen surimi should not be included foreign matter, such as small bones and black membrane, because surimi-based products producer always need to make taintless products. It is important to make a high quality frozen surimi, such as low ratio of inclusion of foreign matter, and then to satisfy producer's requirement. Therefore, refining should be adequately treated.
Misuse or erroneous quantity of food additives(non-usage standards which have no food safety hazard)
If you use food additives, such as polyphosphate, with the amount lower than the specified concentrations, the surimi will lose its quality during the storage. Sugar must also be added properly to avoid denaturation of protein. For additives, enzyme inhibitors, such as bovine plasma and egg white, should be used when you process hake and Pacific Whiting surimi, in order to maintain gel forming ability of frozen surimi. Therefore, food additives should be adequately used without misusing or erroneous.
Denaturation of surimi protein
If temperature goes up higher than approximately 10 degree C when “Mixing with Food Additives” process, and held in these condition for certain period of time, since surimi protein will be denatured. Therefore, “Mixing with Food Additives” process should be thoroughly controlled at lower temperature.
Refer To Section 5.1
Refer To Section 5.2
Figure 7. Example of a flow chart of a frozen surimi production
Though Frozen Surimi has been manufactured using various methods, this flow chart shows the most typical procedure up to now. For in-factory HACCP implementation, it is required that each factory prepares the flow chart of its own.
* Note: See the appropriate production process step for each numbered CCP and DAP.
12.4.1 General
12.4.2 Handling of Raw Material
12.4.3 Control Thawing
12.4.4 Gutting, Filleting and Washing
12.4.5 Meat Separation Process
12.4.6 Washing and De-Watering Process
12.4.7 Refining Process
12.4.8 Final De-Watering Process
12.4.9 Addition of Adjuvant Ingredients and Mixing Process
12.4.10 Stuffing, Weighing, Packaging and Metal Detection Process
12.4.11 Freezing Operations
12.4.12 Cold Storage
In order to maintain the quality of products it is important to adopt quick, careful and efficient handling procedure.
Refer To Section 5.3.1
Refer To Section 5.3.2
Refer To Section 5.3.3 and 5.3.4
Refer To Section 5.3.5
See Also Section 5.3.9
See Also Section 5.3.10
13.1 Introduction
13.2 Identification of Hazards
13.3 Product Description
13.4 Intended Consumers and Use
13.5 Development of the HACCP Plan
13.6 Site Selection
13.7 Water Quality
13.8 Feed Supply and Feeding
13.9 Production Facilities
13.10 Harvesting and Handling
13.11 Training
13.12 Records
13.13 Documentation
13.14 Review and Verification
This Section of the Code applies to industrialised and commercial aquaculture operations, producing finfish and crustaceans, hereafter referred to as “fish” that are internationally traded, and that are intended for direct human consumption. It does not cover extensive fish farming systems that prevail in many developing countries or integrated livestock and fish culture systems.
For the purposes of this Code aquaculture is defined as “the farming of aquatic organisms including fish, molluscs, crustaceans and aquatic plants. Farming implies some sort of intervention in the rearing process to enhance production, such as regular stocking, feeding, protection from predators, etc. Farming also implies individual or corporate ownership of the stock being cultivated. For statistical purposes, aquatic organisms which are harvested by an individual or corporate body which has owned them throughout their rearing period contribute to aquaculture while aquatic organisms which are exploitable by the public as a common property resource, with or without appropriate licences, are the harvest of fisheries.” (FAO Technical Guideline for Responsible Fisheries No. 5, Rome, FAO. 1997. 40p)
Once a fish farm has established a pre-requisite programme (Section 3), the principles of HACCP can then be applied to each individual production process. This model HACCP plan has been produced as guidance to fish farmers who wish to, or are required to, prepare HACCP plans for the production of fish in aquaculture systems. It is meant to serve only as a model and an establishment must prepare a plan for the specific conditions prevailing in a production unit, and for a particular product.
Consumption of fish and fishery products is associated with a variety of human health hazards, and broadly the same hazards are present in aquaculture products as in corresponding varieties caught in the wild (Section 4.3.2) The risk of harm from a particular hazard might be increased under some circumstances in aquaculture products compared with fish caught in the wild, for instance the presence of residues of veterinary drugs. High stocking densities compared with the natural situation might increase the risk of cross-infection of pathogens within a population of fish. On the other hand, farmed fish can also present a lower risk of harm. In systems where the fish receive artificial feeds, the risks associated with transmission of hazards through the food consumed by the fish is very much reduced. For example infection with nematode parasites is absent from, or very much reduced in, farmed salmon compared with salmon caught in the wild.
The products within the scope of this model HACCP plan are raw vertebrate fish and raw crustacean shellfish. They are produced by a controlled growing system which might include the full production cycle from the egg, or just the later, 'growing-on', stages. The products usually receive very little processing after harvesting and before dispatch from the fish farm. Typically this will include no more than slaughtering, sorting, packing, icing, and perhaps gutting, bleeding or beheading. Any further processing or handling than this should be subject to an HACCP plan for the particular operations, as described in Section 5.
The purpose of this step in the procedure is to identify if the product will be used in a way which increases the risk of harm to the consumer, or if the product will be particularly used by consumers who are especially susceptible to a hazard.
Mostly the products will be cooked before consumption, but sometimes they might be consumed raw or after treatments which might not kill or inactivate biological agents or toxins. As far as preparation for consumption is concerned, aquaculture products are generally not treated differently from the equivalent products harvested from the wild. Nevertheless, the assessment team drawing up the HACCP plan must determine if a particular product is likely to be consumed without a prior process that would inactivate biological agents, and bear this in mind when developing the HACCP plan.
The intended consumer is the general public, which could include vulnerable groups like the elderly, the very young, and people with low resistance to infection, but generally aquaculture products are not targeted towards particular sections of the public and are distributed along with fish products harvested from the wild.
Figure 8. Example of a flow chart for aquaculture production
Cultural practices differ among the varieties of fish and crustacea grown in aquaculture systems, and among production systems, and a particular production unit might not have all the steps shown in this diagram. Growing practices do not of themselves generate hazards to human health and are not elaborated in the diagram.
This flow chart is for illustrative purposes only. For HACCP implementation a complete and comprehensive flow chart has to be drawn up for each process.
* Note: The CCP number and the section references refer to the text of the Code where the appropriate processing step is discussed.
When the flow diagram has been drawn up, each step in the process is examined to decide if it is a Critical Control Points (CCP), according to the process summarised in Figure 1 in Section 4. The investigation team considers what hazards could be introduced, or produced, at that step, and whether or not any hazard could be controlled at that step to eliminate or reduce the risk. For a step to be a CCP there must exist a preventive measure that reduces or eliminates the risk from that hazard. More than one preventive measure may be applied at a CCP to control more than one hazard. Each preventive measure is associated with critical limits which act as bounds to the extent of that measure within which the hazard is effectively controlled. It is central to the idea of a CCP that the property that controls the hazard can be measured, monitored, and controlled under the circumstances that exist at the potential CCP. If these conditions can be satisfied then a protocol for sampling and measuring the property is specified in the monitoring step in the HACCP plan. If the result of the monitoring action shows that the criterion for control has gone outside the control limits then the system should be altered to bring the process under control. The HACCP plan will specify the action to be taken for this, and might require that farmed fish exposed to the hazard at that step since the last monitoring point be isolated for more detailed examination and possible treatment to reduce the risk. Keeping accurate and adequate records of all monitoring procedures and of actions taken following monitoring is an essential part of the HACCP system.
There are three Critical Control Points (CCPs) associated with the proposed model in Figure 8, which are steps where control is necessary to prevent or eliminate a food safety hazard or to reduce it to an acceptable level. The CCPs are the site or location of the fish pond, the water supply, and the feed supply. The nature of CCPs will depend on the aquaculture system and it is essential to consider the unique conditions that exist within each fish farm when developing a HACCP plan.
The siting, design and construction of fish farms should follow principles of good aquacultural practice. Hazards may exist with the location of the fish pond and site selection, relating to chemical contamination of the environment and soil/water interaction that will influence water quality (CCP No 1). Soil properties are directly related to the nutrients in the pond water and such factors as acidity or alkalinity, will be related to soil quality. Acidic soils may cause low pH and leaching of metals that may accumulate in fish. Fish farms can be subject to pesticide and chemical run-off from adjacent agricultural land or industrial sources, and this can lead to unacceptable levels of chemical contaminants in cultured products. Control measures involve activities that can be used to prevent or eliminate a food safety hazard or to reduce it to an acceptable level. Such measures relate to the selection of a site for locating a fish pond and will include a soil survey in order to establish the soil suitability for aquaculture. Fish ponds should be located in areas where the risk of contamination with hazardous chemical effluents is minimal and where sources of pollution can be controlled.
Monitoring procedures include a sequence of observations or measurements to assess that a CCP is under control. With respect to the location of the fish pond this will initially involve soil analysis in the immediate area, and will also involve regular inspection of the locality for likely sources of pollution. Corrective actions have to be taken if the results of monitoring the CCP indicate a loss of control. If soil analysis shows that the site is not suitable to locate a fish farm, then an alternative must be found. Batches of fish may have to be isolated or pond water treated if unacceptable pollution of fish ponds occurs.
Before building an aquaculture establishment a survey of the soil should be conducted in order to determine the concentration and extent of any parameters which are of importance for the safety of end products. The decision on which parameters should be measured as well as what should be the type of the survey will depend on the local situation concerning the potential contaminants and the availability of previous data. Soil for the construction of earthen ponds should not contain such concentrations of chemicals which may lead to the presence of unacceptable levels of contamination in fish.
The hazards presented by the water in which fish is raised, or by the water supply to the installation, vary greatly with the cultural system. Some broad classes of systems can be identified based on the hazards and risks.
Raising fish in cages in a marine environment poses the fewest hazards and lowest risks. The marine environment is generally not polluted except in estuaries of rivers receiving industrial or human or animal wastes. Siting of the installation is important for reducing or eliminating these hazards. Water-borne parasites generally are not a hazard in this marine environment. The artificial feeding required for caged fish considerably reduces, or eliminates, risks from hazards transmitted through natural feed.
Cage systems in freshwater might be at risk of water-borne parasitic infections or bacterial contamination. The risk is reduced the more the unit is free from sources of human or animal sewage, and siting is again an important factor in reducing risk.
Land-based installations usually have scope for controlling the quality of the water used in the system. One of the objectives of controlling the quality of the water supply is to protect the health of the stock, and adventitiously the same controls will reduce or eliminate human health risks. Any process of water treatment should be subjected to an HACCP analysis for control of human health hazards.
Fish should not be cultured in water where the presence of harmful substances would lead to an contamination of products with an unacceptable level of such substances. Establishments should be sited at a safe distance from potential sources of water contamination in order to ensure protection of products from contamination. Attention to good hygienic design and construction, appropriate location, and the provision of adequate facilities, is necessary to enable hazards to be effectively controlled.
The hygienic design of aquaculture systems where fish are raised in cages or pens or in any other form of enclosure in open water, or in ponds or raceways should take into consideration the following recommendations:
13.7.1 Land-based Establishments
Locations close to industry or mining, especially if they lie within the same watershed, as well as small locations for stillwater establishments within large fields for plant crops may be exposed to risks from unexpected chemical contamination. Locations close to densely populated areas or downstream from concentrations of animal husbandry or close to hospitals may be exposed to unexpected contamination which can render the fish unfit for consumption.
13.7.2. Water-based Establishments
Feeding regimes vary widely in aquaculture from no supplementary feeding at all to full feeding with compounded feeds. Depending on species, age, rearing systems and conditions, the nutritional requirements of fish for good growth and health can be met either by natural food which should be made available by proper technology in the rearing unit, or by a mixture of natural and added (supplemental) feed, or by a complete diet. Feeds which completely satisfy the known nutritional requirements of fish are produced either industrially or at the establishment by mixing of ingredients and other components in accordance with the formulation. Most supplemental feeds consist of a single ingredient, providing mainly energy, and are often of local origin.
In order to ensure fish feeds of a quality that will not result in farmed products which will pose a hazard to consumers, the following are recommended:
Fresh or frozen fish, fish silage, offal from fish or animal slaughter and rejects from animal slaughterhouses should reach the establishment in an adequate state of freshness. Decomposing moist feed can cause stress and diseases in fish and endanger its quality. Rejects from animal slaughterhouses must be sterilised by an approved procedure prior to acceptance.
13.8.1 Registration and Distribution of Veterinary Drugs
13.8.2 Handling and Administration of Veterinary Drugs
Uncontrolled and unlimited use of medicinal products may lead to the accumulation of undesirable residues in the fish treated and in the environment, and that the continuous use of antibacterial, antiprotozoan or anthelminthic products may favour the development of resistance. It is the responsibility of the veterinarian or other authorised persons to draw up programmes of preventive medicine for the fish farmer and to stress the importance of sound management and good husbandry in order to reduce the likelihood of fish diseases. Every effort should be made to use only those drugs known to be effective in treating the specific disease.
In disease circumstances where no authorised product exists or certain indications or target species are not provided for in the product literature, the veterinarian/authorised person can on his/her own responsibility or with advice from the manufacturer, have recourse to other licensed products for off-label use. Administration of products in this manner, however, may have unpredictable side effects and may give rise to unacceptable residue levels. Veterinarians should therefore only embark on such uses after the most careful consideration of the needs of the disease or physiological need situation and provided the following criteria are met: (1) a medical diagnosis is made by an attending veterinarian within the context of a valid veterinary-client-patient relationship; (2) a determination is made that no marketed drugs is currently labelled to treat the condition diagnosed or the recommended dosage on the labelling has been found to be clinically ineffective in the fish to be treated; and (3) procedures are instituted to assure the identity of the treated fish is carefully maintained. Under these circumstances, a significantly extended withdrawal time should be assigned for drug withdrawal prior to marketing the fish. The veterinarian is responsible for providing written instructions on the use of withdrawal times for all medicines used off-label. Off-label use by persons other than veterinarians must not be permitted except when such use is conducted or permitted under the supervision or prescription of the veterinarian.
The veterinarian/authorised person should assess the need for diseased fish to be segregated from healthy stock or fish and treated individually. Close observation of fish during medication in water and following medication in feed is required, to monitor adverse reactions. Beyond his/her responsibility for advice on measures that will reduce the incidence of disease and for controlling it when it arises, the veterinarian is also responsible for taking the welfare of fish stock fully into account.
13.8.3 Withdrawal Period - Control Related to the Protection of Public Health
Good practice in the use of veterinary drugs (GPVD), as defined by the Codex Alimentarius Commission, is the official recommended or authorised usage including withdrawal periods, approved by national authorities, of veterinary drugs under practical conditions. The maximum residue limit for veterinary drugs (MRLVD) is based on the type and amount of residue considered to be without toxicological hazard for human health while taking into account other relevant public health risks.
Drugs applied to fish tend to remain in their tissues for a longer time compared to other animals; as fish are poikilothermic metabolism is primarily dependent on water temperature. In addition to water temperature, the length of time for elimination of drug and of drug metabolites depends on other factors, such as drug properties, route of application, fish species and its physiological condition, salinity of water. These variable factors make it difficult to set withdrawal periods.
The best way of controlling drug residues in fish is preslaughter control. If the average drug concentration in tested fish is above the MRL, slaughter of the batch has to be postponed. The official agency having jurisdiction should have access to laboratory services to ensure that drug residues in slaughtered fish are within the acceptable range.
Appropriate methods should be used for sampling, analytical procedures and examination to determine compliance with Codex recommendations. At harvesting, veterinary drug residues in fish must not be above the maximum permissible levels set up by the official agency having jurisdiction. A post slaughter control should reject all fish that do not comply with the requirements set for veterinary drug residues by the Codex Alimentarius.
To avoid the presence of unacceptable residues in fish or by-products of fish origin it is essential that the fish farmer adheres to the withdrawal period established for each product and dose regime, or, to a suitably lengthy withdrawal period where none is specified. Full instructions should be given as to how this period is to be calculated including the use of on site residue detection methods where applicable and on the disposition of any fish harvested during treatment or before the end of the withdrawal period.
Fish must not be slaughtered before the end of the withdrawal period, and if sold live before the end of that period the buyer must be informed.
13.8.4 Information on Veterinary Drugs
Product information considered essential by the national authority to ensure the safe and effective use of veterinary medicinal products must be made available in the form of labelling and nationally approved data sheets or leaflets produced by the manufacturer or supplier of the medicinal product. Information on dosage schedules should be complemented by instructions on dose- related recommended withdrawal periods, contra-indications and any other constraints on the use of the product including any precautions regarded as necessary.
13.8.5 Preparation of Medicines and Occupational Risks
Incorporation of medicines into feed on the fish farm and handling and administration of medicated feeds, may give rise to potentially hazardous effects in the human operator. The preparation of medicines and medicated feeds should be undertaken by suitably trained personnel, using appropriate techniques and equipment, and according to manufacturer instructions.
Production facilities are all the infrastructures, buildings, and equipment used in the growing of the aquaculture product. The facilities can range from the very simple to quite elaborate structures and constructions. Hazards associated with facilities are reduced or eliminated by selection of the site and adherence to the pre-requisite programme described in Section 3 of this Code and following the Codex recommended International Codex of Practice - General Principle of Food Hygiene.
The actual harvesting of the fish, that is, removal from the water, is unlikely to pose a hazard and food safety hazards are predominately associated with post-harvest handling of the product. The guidelines described in Section 5 of this Code should apply to post-harvest handling of farmed products.
Supervision of all phases, steps and operations in the production process should ensure the adherence to good production practices during the whole technological procedure on the establishment, including maintenance of adequate conditions for living and growth of fish, protection of fish health, proper and careful handling of live fish, proper handling and application of fish feed and of other inputs, as well as the observation of regulations and instructions for the use of veterinary drugs, pesticides and other chemicals.
The goal of the supervision should be to secure good performance in production under conditions which will prevent the possibility of contamination of fish and assure high quality of end products.
The results of all monitoring actions, and of any corrective actions taken after monitoring must be recorded. Each CCP should have one or more standard forms for recording the results of inspections and tests, and of any action taken.
One purpose of record keeping is traceability, that is, the ability to document the history of any material that has caused a health problem. All production batches must be identified and be allocated batch codes. The history of the batch must be fully documented.
Also, the establishment will need to examine records as part of its reviews of the HACCP system. Records must be held long enough for both these purposes and storage for at least a year would be reasonable for aquaculture products. Regulatory authorities might specify minimum holding times for records, which could be longer than one year.
The preparation of the HACCP plan, and any amendments to it, must be fully documented. This documentation is distinct from the keeping of records of monitoring activities. The various papers must be collected together systematically so that they can be inspected easily by a regulatory authority. The documentation should include the following:
The HACCP plan is the written document derived from the systematic application of the principles of HACCP, and describes the procedures to be adopted to ensure the safety of the product; the HACCP system is the result of the implementation of the plan. The system must be periodically reviewed to determine if it complies with, and is operating according to, the HACCP plan, and the plan itself must be verified, and perhaps modified, at intervals. The operations of review and verification are distinct from those of monitoring. The HACCP plan will describe procedures for review and verification.
Reviews of parts of the system might take place at perhaps daily, weekly, monthly, or at other intervals, depending on circumstances. The review will consist essentially of examination by senior members of the management, particularly those involved in quality assurance and production, of records, or summaries of records, of monitoring and corrective actions to confirm that the process is under control. They will take into account reports of any problems concerning products dispatched from the establishment, and the outcome of any testing of final products. Generally, an HACCP plan does not call for chemical or microbiological examination of products during production, but relies on control of the process. Testing of end products gives no immediate control of the production process, but it has a role in review and verification of the HACCP plan and system. Some procedures might be changed in the light of these reviews and any changes must be fully documented.
The HACCP plan should be reviewed, perhaps verified, whenever there is a change in the process or when a new product introduced.
Verification is a more thorough review of the HACCP plan to confirm the decisions on which the plan was based, and might be undertaken annually. Verification essentially involves going through all the steps of preparing an HACCP plan using the existing plan as a basis, but taking into account the conclusions of periodic reviews of the existing plan and any new knowledge concerning hazards and risks of the products and their control. The management of the establishment might want to bring in outside experts to help in this verification.
14.1 Vehicles should be Designed and Constructed
14.2 To Minimise Damage and the Rate of Decomposition of Fish and Fishery Products During Transportation
It is particularly important throughout the transportation of fish and fishery products that care is taken to minimise any rise in temperature of the fish and that the chill or frozen temperature, as appropriate, is maintained under controlled conditions.
Fish should be presented to the consumer in the best possible condition. It is important throughout the whole retail system that adequate temperature control is maintained and that stock is rotated in a proper manner.
15.1 TO MINIMISE THE RATE OF DECOMPOSITION OF FISH DURING RETAIL:
|
GOOD PROCESS CONTROLS ARE ESSENTIAL WHEN PACKING FILLETS AND
SIMILAR PRODUCTS IN A MODIFIED ATMOSPHERE |
For white fish gas mixtures containing 35-45% CO2, 25-35% O2 and 25-35% N2 are recommended. Gas mixtures containing up to 60% CO2 in combination solely with N2 are recommended for oily fish. The inclusion of CO2 is necessary for inhibiting common aerobic spoilage bacteria such as Pseudomonas species and Acinetobacter/Moraxella species. However, for retail packs of fillets or similar products, too high a proportion of CO2 in the gas mixture can induce pack collapse, excessive drip and may cause bleaching. Other gases, N2 and O2, are included as diluents to prevent these effects. O2 is preferentially excluded from oily fish in MA packs so as to inhibit oxidative rancidity. A gas/product ratio of 3:1 is commonly recommended. Any reductions in this ratio can result in an impaired shelf-life extension.
The extent to which the shelf-life of the product can be extended by MAP will depend on the species, fat content, initial bacterial load, gas mixture, type of packaging material and, especially important, the temperature of storage. Determination of the shelf-life of a particular product should be by a suitably qualified person such as a food technologist or microbiologist. Since fish can be contaminated with Clostridium botulinum type E great care has to be exercised when determining the shelf-life. Although it is generally accepted that Clostridium botulinum does not grow at temperatures below +3°C other factors, e.g. salt content or pH etc., can also have an inhibitory effect. Thus when determining the shelf-life of MAP fresh fish it is advisable to do challenge tests on the product which accurately reflect the product conditions and storage and distribution environment. It is very important to note that the inclusion of O2 does not preclude the growth of Clostridium botulinum type E and temperature control throughout the shelf-life of the product is very important. In many circumstances it is considered undesirable to use ice to cool these packs and therefore mechanical refrigeration methods are preferred.
Seal integrity of MA packs is a critical control point since it determines whether a MA pack is susceptible to external microbial contamination and air dilution of the gas mixture. Essential checks on heat sealing should include proper alignment of the sealing heads or jaws, dwell time, temperature, pressure and machine speed. Great care should be taken to ensure that the seal area is not contaminated with product, product drip or moisture since seal integrity may be reduced. In addition, the quality of the film used is important, particularly with regard to gas permeability, and only film with a clearly defined specification from reputable manufacturers should be used.
Maintenance of the correct gas mixture injected into MA packs is essential to ensure product quality, appearance and shelf-life extension. For these reasons routine gas analysis of MA packs should be included as part of the process control. Analysis of the gases within MA packs can indicate faults with seal integrity, MA materials, MAP machinery or gas mixing prior to flushing. The use of continuous gas analysers is recommended. Immediate gas analysis following packing is necessary as CO2 absorption takes place rapidly.
These end product specifications describe the optional defects for quick frozen fish. The descriptions of optional defects will assist buyers and sellers in describing those defect provisions which are often used in commercial transactions or in designing specifications for final products.
The following definitions are recommendations for use by purchasers or sellers of quick frozen fish in designing specifications for final product. These specifications are optional and are in addition to the essential requirements prescribed in the appropriate Codex Product Standards and may be appropriately applied for purchases or sales of fresh fish.
1.1 Quick Frozen Finfish, Uneviscerated and Eviscerated
|
Defect |
Recommended Defect Description |
|
a) Body Deformation |
Deformation of the back (hump-back) or of the head if present
(hooked snout) as a result of the extension of cartilaginous material in these
areas as the fish approaches spawning condition. |
|
b) Damage to protective coating |
Voids in the ice glaze or tears in the covering
membrane. |
|
c) Surface defects: |
|
|
Discoloration from bruises |
Readily discernible localised discoloration caused by
diffusion of blood into the flesh. |
|
Cuts, wounds and other skin breaks |
Readily discernible damage to the skin |
|
Discoloured skin |
Readily discernible deviation from the normal characteristic
colour of the species concerned |
|
d) Gutting and Cleaning Defects |
Improper washing Belly burn or loose belly bones. |
|
Gill and body cavity cuts |
Misplaced cuts made during gutting. Incomplete removal of the viscera. |
|
Remains of viscera |
Inadequate removal of slime, blood and bits of viscera from the surface of the fish and from the body cavity. Readily discernible enzymatic damage to the tissues in the
area of the belly cavity, or loose belly bones in the abdominal cavity which
have become detached from the flesh. |
|
Defect |
Recommended Defect Description |
|
|
a) Moderate Dehydration
|
A loss of moisture from the surface of the sample unit which is colour
masking, but does not penetrate the surface and can be easily removed
by scraping. Over 10% of the total surface area; or |
|
|
Pack Size |
Defect Area |
|
|
a) <200 g units |
³ 25 cm2 |
|
|
b) 201-500 g units |
³ 50 cm2 |
|
|
c) 501- 5000 g units |
³ 150 cm2 |
|
|
d) 5001-8000 g units |
³ 300 cm2 |
|
|
e) 8000 g units |
³ 500 cm2 |
|
|
b) Ragged or Torn Fillets |
Longitudinal edges markedly and excessively irregular. Each instance. |
|
|
c) Small Pieces (not applicable to fillets cut from blocks) |
A fillet piece weighing less than 25 g. |
|
|
d) Skin and black membrane(does not include sub-cutaneous layer). In
flat fish white skin is not regarded as defect. |
Skinless fillets Each piece greater than 3 cm2 |
|
|
e) Black Membrane or Belly Lining (does not include white membrane) |
Skin-on fillets Each piece greater than 3 cm2 |
|
|
f) Scales: Attached to skin |
Skin-on fillets - scaled |
|
|
Readily noticeable loose scales |
Skinless fillets |
|
|
g) Blood Clots (spots) |
Any mass or lump of clotted blood greater than 5 mm in diameter. |
|
|
h) Bruises |
Diffused blood causing distinct reddish, brownish or other off-coloration.
Any aggregate area of discoloration or bruising exceeding 3 cm2. |
|
|
i) Fins or part of fins |
Two or more bones connected by membrane, including internal or external
bones, or both in a cluster. Any instance where a bone in the fin exceeds
40 mm in length. |
|
|
j) Bones |
Any bone greater than or equal to 10 mm in length or with a diameter
greater than or equal to 1 mm; any bone greater than or equal to 5 mm
in length is not to be considered if the diameter is not greater than
or equal to 2 mm. The foot of a bone (where it has been attached to the
vertebra) shall be disregarded if its width is less than or equal to 2
mm or if it can be easily stripped off by a finger nail |
|
|
k) Packaging Material |
Each instance. |
|
|
l) Viscera |
Each instance of the internal organs. |
|
|
Defect |
Recommended Defect Description |
|
|
a) Block Irregularity (applies only to blocks intended for cutting into
cores for fish slices or fish portions) |
Deviations from declared dimensions (e.g. length, width and thickness
of a block), non-uniformity of shape, poor angles, ragged edges, ice pockets,
air pockets or other damage which would result in product loss. |
|
|
Deviation from declared (nominal) dimensions: Length, width and thickness (i) Over 5 mm in any dimension. (ii) Edges (formed by two surfaces) (iii) Angles (formed by three edges) |
||
|
b) Ice pockets |
Each pocket with a surface area greater than 10 cm2. |
|
|
c) Air pockets (including troughs) |
Each pocket with a surface area greater than 2 cm2 and with
a depth greater than 3 mm |
|
|
d) Moderate Dehydration
|
A loss of moisture from the surface of the sample unit which is colour
masking, but does not penetrate the surface and can be easily removed
by scraping. |
|
|
Over 10% of total surface area, or |
||
|
Pack Size |
Defect Area |
|
|
a) <200g units |
>25cm2 |
|
|
b) 201-500g units |
>50cm2 |
|
|
c) 501-5000g units |
>150 cm2 |
|
|
d) 5001-8000g units |
>300 cm2 |
|
|
e) >8000g units |
>500 cm2 |
|
|
e) Skin and Black Membrane Skin (does not include sub-cutaneous layer).
In flat fish white skin is not regarded as a defect. |
Skinless fillet block Each piece greater than 3 cm2 |
|
|
f) Black Membrane or Belly Lining (does not include white membrane) |
Skin-on fillet blocks Each instance greater than 3 cm2 |
|
|
g) Scales (Attached to skin) |
Skin-on fillet blocks (scaled) Each area of scale greater than 3 cm2 |
|
|
Scales (Readily noticeable loose scales) |
Skinless fillet blocks More than 5, in the case of hake fillets, more than 10 loose scales. |
|
|
h) Blood Clots (spots) |
Any mass or lump of clotted blood. |
|
|
i) Bruises and Discoloration |
Diffused blood causing distinct reddish brownish or other off coloration which appears as significantly intense discoloration due to melanin deposits, bile stains, liver stains or other causes.. Any aggregate area of discoloration or bruising exceeding 3 cm2. |
|
|
Minced part of mixed blocks: |
Objectionable discoloration, spots or particles derived from skin, black membrane, blood clots, blood spots, spinal cord or viscera. (i) Distinctly discoloured, spotted or otherwise heavily deviating from the colour of the species. (ii) Objectionable deviation from the colour of the fillet |
|
|
j) Fins or Parts of Fins |
Two or more bones connected by membrane, including internal or external bones, or both, in a cluster. Any instance where a bone in the fin exceeds 40 mm in length. |
|
|
k) Bones |
Any bone greater than or equal to 10 mm in length or with a diameter
greater than or equal to 1 mm; any bone less than or equal to 5 mm in
length is not to be considered if the diameter is not greater than 2 mm.
The foot of a bone (where it has been attached to the vertebra) shall
be disregarded if its width is less than 2 mm or if it can be easily stripped
off by a finger nail. |
|
|
l) Viscera |
Each instance. |
|
|
m) Packaging Material |
Each instance. |
|
[TO BE COMPLETED]
[TO BE COMPLETED]
[TO BE COMPLETED]
[TO BE COMPLETED]
[TO BE COMPLETED]
The following definitions are recommendations for use by purchasers or sellers of canned fish in designing specifications for final product. These specifications are optional and are in addition to the essential requirements prescribed in the appropriate Codex Product Standards.
1. Canned finfish
|
Defects |
Recommended Defect Description |
||
|
a) Drained or Washed Drained Weight
|
The drained weight of fish (liquid pack), or the washed drained weight
of fish (sauce packs) shall be not less than the following % (m/m) of
water capacity of the can when packed in: |
||
|
(i) edible oil |
70% |
||
|
(ii) own juice; brine or water; marinade; aspic |
60% |
||
|
(iii) sauces, also with other packing media added |
50% |
||
|
Exuded water (oil packs only)
|
Water content (expressed as % of declared net contents of can). |
||
|
(i) fish packed in oil |
> 8% |
||
|
(ii) fish packed in oil with own juice |
> 12% |
||
|
Separation of sauces |
Sauce separated into solid and liquid (except oil) |
||
|
b) Appearance |
The product in a can shall comprise fish of an appearance and colour
characteristic of the genus processed and packed in the manner indicated. |
||
|
Dressed Fish and Cutlets in Various Packing Media
|
Cutting, Trimming and Evisceration (i) Parts of tail (except for small fish) and/or head (ii) Hard scutes (jack mackerel) (iii) More than one fish with feed except for small fish and cutlets
in the belly uncut. |
||
|
Excessive amount of viscera (one or more fish not eviscerated). |
|||
|
Non characteristic pieces (i) Each additional small piece (ii) Over 10% of flake or further disintegrated fish flesh, skin, bone
or fin fragments. |
|||
|
Fillets, Bits, and Flakes in Various Packing Media |
Cutting and Trimming Parts of head, tail, viscera or scutes each instance. Skin (fillets labelled skinless) - Each instance greater than 3 cm² Black Membrane - Each instance greater than 5 cm² Non characteristic pieces (fillets and pieces only) Flake or further disintegrated fish flesh clearly separated from fillets
or pieces of fillets (expressed as % of drained fish solids material) |
||
|
Discoloration, packing media |
The packing medium not of normal colour and consistency for the type
of pack. |
||
|
Fill of Container |
A can not well filled with fish and packing media not in accordance with
the type of pack. |
||
|
Defects |
Recommended Defect Description |
|
a) Appearance |
The fish in the container: (i) are not reasonably uniform in size; |
|
b) Exuded water (oil packs only) |
Water content expressed as % of net contents of can |
No optional defects have been developed for this product.
4. Canned salmon
|
Defect |
Recommended Defect Description |
|
a) Appearance |
(i) The can is not well filled with fish. |
|
(i) Cross fill |
(ii) In the case of regular packs, the sections of fish are
not arranged so that the cut surfaces are approximately parallel to the opened
end and the skin side is not parallel to the walls of the can. Regular packs are
not reasonably free from cross packs and pieces or sections of vertebrae across
the top of the can. |
|
(ii) Ragged appearance |
(iii) The oil and liquid released during processing are not
normal and characteristic of the species packed. |
|
b) Bones |
Hard bone |
|
c) Colour of Flesh |
Fish having the appearance and colour of the following: (i) Mixed colours in a single can |
|
d) Bruising and Blood Spots |
Presence of bruising or blood spots expressed as a % of the
net content of the can. |
|
Defect |
Recommended Defect Description |
|
Appearance |
On opening the cans are not well filled and are not well
arranged where appropriate for the style of presentation. |
No optional defects have been developed for this product.
These end product specifications describe the optional defects for frozen surimi. The descriptions of optional defects will assist buyers and sellers in describing those defect provisions which are often used in commercial transactions or in designing specifications for final products.
Frozen surimi is myofibrillar protein concentrate prepared from fish meat without retaining the original shape of fish, so that it is difficult to determine its quality from its appearance. Moreover, it is generally not consumed directly, but further processed. This means that the quality of frozen surimi is measured by both the compositional properties and the functional properties for surimi-based products. Therefore, it is strongly recommended to inspect such functional properties, as the following quality attributes, that are different from those for other fishery products.
It is most important to evaluate the following primary test attributes: moisture content, pH and objectionable matter of raw surimi and gel strength, deformability, and color of cooked surimi gel. Other secondary attributes may be measured as desired.
1. Primary Quality Attribute
1.1 Raw Surimi Tests
Preparation of test sample:
Put 2-10 kg of frozen surimi in a polyethylene bag, seal the bag, and temper the surimi at room temperature (20°C) or below so that the temperature of the surimi rises to approximately -5°C. Do not soften the surface of the test sample.
1.1.1 Moisture
Sample for moisture content should be taken from the interior of a surimi block to insure no freezer burn (surface dehydration) of the sample has occurred. Put the test sample in a polyethylene bag or polyethylene bottle, seal the bag or bottle and let the test sample thaw so that the temperature of the sealed article rises to room temperature. Then measure the moisture using any of the following methods:
In case of using a drying oven method (see AOAC Method);
In case of using an infrared lamp moisture tester, take out 5 g of the test sample precisely weighed with a sample tray, and dry it immediately [Details of the method to be provided]; or
In case of using a microwave drying moisture tester (see AOAC Method). [Details of an alternate method to be provided].
Calculate the moisture according to the following formula to the first decimal place.
In using any of the measurement methods, test two or more pieces of the test sample, and indicate the average value obtained thereby.
When measuring a fatty test sample with a microwave drying moisture tester, cover the top of the sample tray with glass fiber paper to prevent fat from splashing, as being dried.

1.1.2 pH
Add 90 or 190 ml as needed to disperse the sample of distilled water to 10 g of the test sample as need to disperse. Homogenize it, and then measure pH of the suspension with a glass electrode pH meter to second decimal place. Indicate the value obtained thereby.
1.1.3 Objectionable Matter
The term "objectionable matter" as used in this item shall mean skin, small bone and any objectionable matter other than fish meat.
Spread 10 g of the test sample to the thickness of 1 mm or less, and count the number of visible objectionable matter in it. Indicate the value obtained thereby, provided an objectionable matter of 2 mm or larger shall be counted as one and an objectionable matter smaller than 2 mm shall be counted as one half, respectively, and any unnoticeable matter smaller than 1 mm shall be disregarded.
The inspection method for distinguishing scales visibly unnoticeable is specified in Section 2.1.1 of this Appendix.
1.2 Cooked Surimi Gel Tests
1.2.1 Gel Strength and Deformability
Two methods are presented here. The test to use should be decided upon between buyer and seller.
1.2.1.1 Puncture Test
Preparation of test sample:
Put 2-10 kg of frozen surimi in a polyethylene bag, seal the bag, and temper the surimi at room temperature (20°C) or below so that the temperature of the surimi rises to approximately -5°C. Do not soften the surface of the test sample.
Preparation of surimi gel for testing: Surimi gel not containing added starch
A. Comminution
Sample volume necessary for surimi paste preparation depends on the capacity of mixing instrument used. Use of 1.5 kg or more is necessary to represent the property of 10 kg of block. Regarding that enough amount of surimi is necessary for consistency of testing, equipment of large capacity which can mix surimi of 1.5 kg or more must be installed in laboratory. When you use larger size of the equipment, you also need to put in adequate amount of surimi in accordance with equipment to secure enough texture of surimi paste. Crush 1.5 kg or more of the test sample with a silent cutter, then add 3% of salt to it, and further grind and mash it for 10 minutes or more into homogenized meat paste. Remember to keep the temperature of the material to be tested, at 10°C or less.
Desirable timing for adding salt is at -1.5°C.
Desirable temperature of the test material is 5-8°C.
B. Stuffing
Stuff a polyvinylidene chloride tube of 48 mm width (30mm in diameter), when flatten, with approximately 150 g (resulting in approximately 20 cm in length) of the meat paste by the use of a stuffer with a 18 mm diameter stuffing tube, and tie the both ends of the tube.
C. Heating
Heat the test material in hot water of 84-90°C for 30 minutes.
At the time the test material is being put in, the temperature drop should not exceed 3°C.
D. Cooling
Immediately after finishing the heating treatment, put the test material in cold water and fully cool it, and then leave it at the room temperature for 3 hours or longer.
Test Method
Perform between 24 and 48 hours after cooking the following measurements of the prepared inspection sample of surimi gel of which temperature should equilibrate to the room temperature and record the temperature of the sample at the time of measurement.
Measure the gel strength and deformability of the inspection sample of surimi gel with a squeeze stress tester (rheometer). Use a spherical (plunger), of which diameter shall be 5 mm and speed shall be 60 mm/minute.
Remove film off the inspection sample of surimi gel, cut it into 25 mm long test specimen, and place test specimen on the sample deck of the tester so that the center of the test specimen will come just under the plunger. Apply load to the plunger, and measure the penetration force in g and the deformation in mm at breakage.
Record the obtained value of the penetration and deformation in g by integral number. Record the obtained value of the deformation in mm to the first decimal place.
Prepare six or more test specimens from the same inspection sample of Surimi gel, and test each of them. Record the average values obtained thereby.
1.2.1.2 Torsion Test
Preparation of the surimi gel test specimen
A. Comminution
Temper frozen surimi at room temperature (near 25 degree C) for 1 hr., or in a refrigerated tempering room to approximately -5°C. Cut the tempered surimi blocks into slices or chunks and load into bowl of a silent cutter or cutter/mixer equipped for vacuum use. First reduce the frozen surimi to a powder by comminution at low speed without vacuum. Add sodium chloride (2% on total batch weight basis) and ice/water (sufficient to obtain 78% final moisture content on total batch weight basis). Secure the lid and begin chopping again at low speed with no vacuum, gradually (if possible) increasing to high speed (about 2000 rpm). At the point that the mixture becomes a single mass, turn on the vacuum pump and allow approximately 70-80% of a full vacuum (approximately 20- 25 inch Hg or 500-650 mm Hg) to be obtained. During comminution insure that paste is scraped from the walls and balls of paste are forced down into the blades of a cutter/mixer. Discontinue chopping when a temperature of 5-8°C is obtained. A minimum 6 minute chopping time is recommended.
B. Stuffing
Transfer the paste to the sausage stuffer with a minimum of air incorporation. Maintain paste temperature below 10°C at all times. Stuff into polycarbonate or stainless steel tubes 1.9 cm (i.d.) of an appropriate length, typically about 20 cm. Tubes should be sprayed with lecithin release agent prior to filling. Stuff the paste uniformly and without air pockets into tubes. Cap or seal both ends and place in ice bath until ready to heat process (within one hour).
C. Heating
Heat process by immersing filled tubes in a water bath previously equilibrated to the proper temperature. Time-temperature relationships for thermal processing are: low temperature setting ability: 0-4°C for 12-18 hours, followed by 90°C for 15 min; median temperature setting ability: 25°C for 3 hours, followed immediately by 90°C for 15 min; high temperature setting ability: 40°C for 30 minutes, followed immediately by 90°C for 15 min; evaluation of protease activity: 60°C for 30 minutes, followed immediately by 90°C for 15 min; rapid cooking effect: 90°C for 15 minutes. It is recommended that water baths be heated to about 5°C higher than the intended treatment temperature, to account for the heat loss experienced upon loading, and the temperature be adjusted approximately within 2 minutes, possibly requiring ice addition.
Only cold water species will demonstrate good setting ability at lower temperatures. The heat process used to prepare the sample should be specified; if not, it is assumed that only the rapid cooking effect is being assessed. Relative proteolytic activity is assessed by comparing tests conducted on gels prepared at 60/90°C with those processed only at 90°C.
Ohmic heating can be used as a means of heating method. Heat is uniformly generated through electrical resistance. Paste placed in a chlorinated PVC tube is heated between two electrodes. Internal temperature of 90 can be reached within 1 min. Heating rate (fast and slow) can be controlled linearly. This method provides another advantage: Pacific whiting surimi or others with proteolytic enzymes can be successfully gelled (without enzyme inhibitors) under ohmic heating because fast heating can inactivate the enzyme.
D. Cooling
After heat processing, quickly transfer tubes to an ice water bath and equilibrate to 0°C. Remove gels from tubes with a plunger and seal in plastic bags. Keep samples refrigerated until tested (within 48 hours).
Test Method
Perform within 24 hours the following measurements of the prepared inspection sample of surimi gel, whose temperature should be equilibrated to the room temperature (20-25°C).
Measurement of Stress and Strain:
The gel-forming ability of surimi is evidenced by the fundamental rheological properties of the test product when strained to failure (breakage). Allow refrigerated samples to reach room temperature (near 25°C) before testing. Cut test specimens to length of about 30 mm. Attach specimens to mounting discs at each flat end with cyanoacrylate glue, being careful to place samples in center of mounting discs. Mill center of test specimens to a capstan shape, the milled portion being 1 cm. in diameter. Mount the milled test specimen in the torsion rheometer. Rotate top of sample to the point of sample failure (breakage) and record torque and rotational distance at this point. Calculate and report stress and strain at sample failure as: Stress = t = 1581 × (torque units); Strain = ln [1+(g2/2) + g(1+g2/4)0.5], where g = 0.150 × (rotational distance, mm) - 0.00847 × (torque units). In practice these equations are normally programmed onto a computer linked to the torsion rheometer for data acquisition and analysis, thus yielding directly the stress and strain measurements.
1.2.2 Color
Cut the inspection sample of Surimi gel into flat and smooth slices 15 mm or more thickness, and immediately measure with a color-difference meter the cross section of the slice pieces in the values of L*(lightness),a* (red-green) and b* (yellow-blue) to the first decimal place. Test three or more slice pieces, and indicate the averages of the values obtained thereby.
2. Secondary Quality Attributes
2.1 Raw Surimi Tests
Preparation of test sample:
Put 2-10 kg of frozen surimi in a polyethylene bag, seal the bag, and defrost the surimi at room temperature (20°C) or below so that the temperature of the surimi rises to approximately -5°C. Do not soften the surface of the test sample.
2.1.1 Objectionable Matter(Scales)
After the measurement according to Appendix.1.1.3 add 100 ml of water to the same test sample, homogenize it, further add 100 ml of 0.2M-NaOH solution to it, and dissolve it with a stirrer. Filter the dissolved solution with filter paper (No.2), wash the residue with water, and then dry it at 105 for two hours. Count the number of scales obtained thereby, and indicate that number in (brackets) appearing subsequent to the number of the objectionable matter according to Section.1.1.3 of this Appendix.
After having dissolved, leave the dissolved solution still to insure precipitation, and scoop up as much skim as possible before filtration.
2.1.2 Crude Protein Content
AOAC Kjeldahl Method
2.1.3 Sugar Content
Precisely weigh 10 g of the test sample, put it in a 50 ml beaker, add to it 10 ml of 2% trichloroacetic acid (TCA) solution, and fully stir the material. Leave it still for approximately 10 minutes, stir it again, and leave it still for 10 minutes. Filter it with filter paper(No.2), drop some part of the filtered liquid on a refractometer (for Brix 0-10% use), and read the graduation on the refractometer. Apply it to the following formula and calculate a value to the first decimal place. Indicate the value obtained thereby.
Calibrate in advance the refractometer at a specified temperature with distilled water.
Sugar(%)=2.04 × Brix(%) - 2.98
2.1.4 Crude Fat Content
Put in a mortar, a precisely weighed 5-10 g of the test sample with approximately same quantity of anhydrous sodium sulphate and a small amount of refined sea sand. Mash the material uniformly into dry powder, and put it in a cylindrical filter paper. Do not fail to take out and put in the cylindrical filter paper the powder remaining in the mortar by the use of a small amount of ethyl ether and absorbent cotton. Extract and determine the fat according to Soxhlet method, and calculate a value according to the following formula to the first decimal place. Indicate the value obtained thereby.
Fill the ends of the cylindrical filter paper with a slight amount of absorbent cotton so that the material to be tested will not fall out.
Dry the extraction receptacle in advance at 100 - 106°C, and weigh it.
Extraction speed shall be 20 times per hour.
Crude Fat (%) = (W1 - W0)/S × 100
|
S: |
Quantity of test sample taken(g) |
|
W0: |
Weight of receptacle(g) |
|
W1: |
Weight of receptacle after fat has been extracted
(g) |
Color: Temper frozen surimi completely to room temperature (near 25°C). Fill into a 50 ml glass beaker (4 cm diameter, 5.5 cm height) and measure color values of L*, a*, and b* (CIE Lab system) to the first decimal point. Complete contact between the test specimen and the colorimeter measurement port, as well as filling of the beaker with no voids, is recommended for consistent results. Measure three or more samples and record the average value.
Whiteness: Whiteness can be calculated as: whiteness = L* - 3b* or whiteness = 100 -[(100-L*)2 + a*2 + b*2]0.5.
2.1.6 Pressure Induced Drip
Defrost 50 g of the test sample and put it in a circular cylinder of 35 mm inner diameter and 120-150 mm long made of stainless steel or synthetic resin and having 21 holes of 1.5 mm diameter distant 3 mm from each other opened in the bottom. Immediately apply 1 kg of load with a pressurizing cylindrical rod of 34 mm diameter, of which weight shall be included in the load. Leave as it is for 20 minutes, and then measure the weight of the dripped liquid. Calculate its percentage to the weight of the test sample to the first decimal place. Indicate the value obtained thereby.
2.2 Cooked Surimi Tests
2.2.1 Preparation of test sample
2.2.1.1 Water-added Surimi gel:
A. Comminution
Sample volume necessary for surimi paste preparation depends on the capacity of mixing instrument used. Use of 1.5 kg or more is necessary to represent the property of 10 kg of block. Regarding that enough amount of surimi is necessary for consistency of testing, equipment of large capacity which can mix surimi of 1.5 kg or more must be installed in laboratory. When you use larger size of the equipment, you also need to put in adequate amount of surimi in accordance with equipment to secure enough texture of surimi paste. Crush 1.5 kg or more of the test sample with a silent cutter, then add to it 3% of salt and 20% of 3% cooled salt water, and further grind and mash it for 10 minutes or more into homogenized meat paste. However, if using the remaining water-unadded, starch-unadded test material under Section 1.2.1.1.A of this Appendix, add 20% of 3% cooled salt water only, and further grind and mash it for 5 minutes into homogenized meat paste, while keeping the temperature at 10°C or less for cold water species, such as Alaska Pollocks (Theragra chalcogramma). Warm water species may be processed at a slightly higher temperature (not to exceed [15°C]). However, better quality will be achieved at a lower temperature.
B. Casing
Same as Section1 2.1.1.B of this Appendix
C. Heating
Same as Section 1.2.1.1.C of this Appendix
D. Cooling
Same as Section 1.2.1.1.D of this Appendix
2.2.1.2 Starch-added Surimi gel
A. Comminution
Add 5% of potato starch to the meat paste prepared according to the method under Section 1.2.1.1.A of this Appendix, and mix (homogenize) within 5 minutes. Remember to keep the temperature of the test material at 10°C or below all the while. Desirable temperature of the test material is 7-8°C.
B. Stuffing
Same as Section 1.2.1.1.B of this Appendix
C. Heating
Same as Section 1.2.1.1.C of this Appendix. However, if performing treatment to secure Suwari (setting), same as Section 2.2.1.3.C of this Appendix Suwari- treated surimi gel.
D. Cooling
Same as Section 1.2.1.1.D of this Appendix.
2.2.1.3 Suwari (setting)-treated Surimi gel
A. Comminution
Same as Section 1.2.1.1.A of this Appendix.
B. Casing
Same as Section 1.2.1.1.B of this Appendix.
C. Heating
After treatment to secure Suwari(setting) in warm water of 30 (28-32)°C for 60 minutes, perform the same heating as Section 1.2.1.1.C of this Appendix.
D. Cooling
Same as Section 1.2.1.1.D of this Appendix.
2.2.2 Test method
Perform between 24 and 48 hours after cooking the following measurements of the prepared inspection sample of surimi gel which temperature should equilibrate to the room temperature and record the temperature of the sample at the time of measurement.
2.2.2.1 Whiteness
Whiteness, as an index for the general appearance of a surimi gel, can be calculated as: Whiteness = L* - 3b*. or: Whiteness = 100 - [(100-L*)2 + a*2 + b*2]0.5.
2.2.2.2 Expressible Moisture
Place a slice of surimi gel (2 cm daimeter × 0.3 cm thick and about 1 g in weight) between two filter papers and press them by an oil pressure equipment under a fixed pressure (10 kg/cm2) for 20 sec.
Calculate the expressible water according to the following formula to the first decimal.
Test three or more pieces of the test sample, and indicate the average value obtained thereby.

Water holding capacity is also used as an index of surimi gel as well as the expressible water.
Water holding capacity (%) is calculated as follows.

2.2.2.3 Folding test:
The folding test is conducted by folding a 5-millimeter thick slice of gel slowly in half and in half again while examining it for signs of structural failure (cracks). Make sure the sample is folded completely in half. Keep the folded state for five seconds, and then evaluate the change in the shape by 5 - stage merit marks. The minimum amount of folding required to produce a crack in the gel determines the score for this test. Test three or more slice pieces of the same inspection sample, and indicate the average mark obtained. In case of folding by hand, apply constant power throughout the folding surface.
|
Merit Mark |
Property |
|
5 |
No crack occurs even if folded in four. |
|
4 |
No crack occurs if folded in two but a crack(s) occur(s) if
folded in four. |
|
3 |
No crack occurs if folded in two but splits if folded in
four. |
|
2 |
Cracks if folded in two. |
|
1 |
Splits into two if folded in two. |
Bite a 5 mm thick slice piece of the gel sample, and evaluate its resilience upon touch to teeth and cohesiveness upon bite by 10-stage merit marks. Test three or more slice pieces of the same inspection sample by a panel consisting of three or more experts, and indicate the average mark obtained thereby. Merit marks 2, 3, 4, 5 and 6 corresponds to the folding merit marks 1, 2, 3, 4 and 5 under (2), respectively.
|
Merit Mark |
“Ashi (footing) Strength” |
|
10 |
Extremely strong |
|
9 |
Very strong |
|
8 |
Strong |
|
7 |
Slightly strong |
|
6 |
Fair |
|
5 |
Slightly weak |
|
4 |
Weak |
|
3 |
Very weak |
|
2 |
Extremely weak |
|
1 |
Incapable to form gel |
![]()
![]()
![]()
{kind=link}
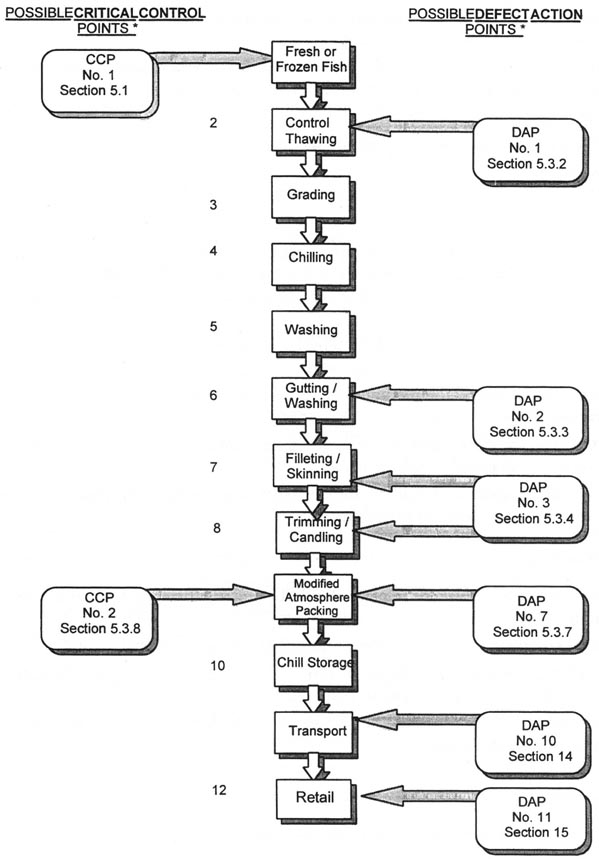{kind=link}
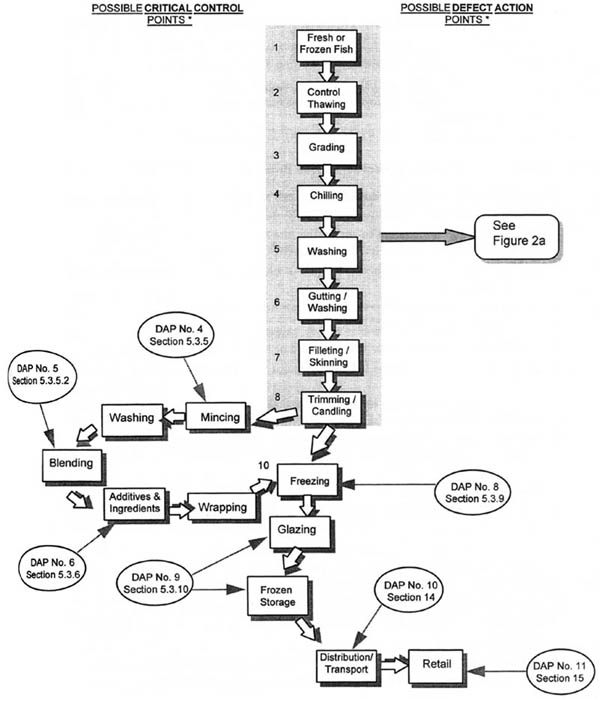{kind=link}
{kind=link}
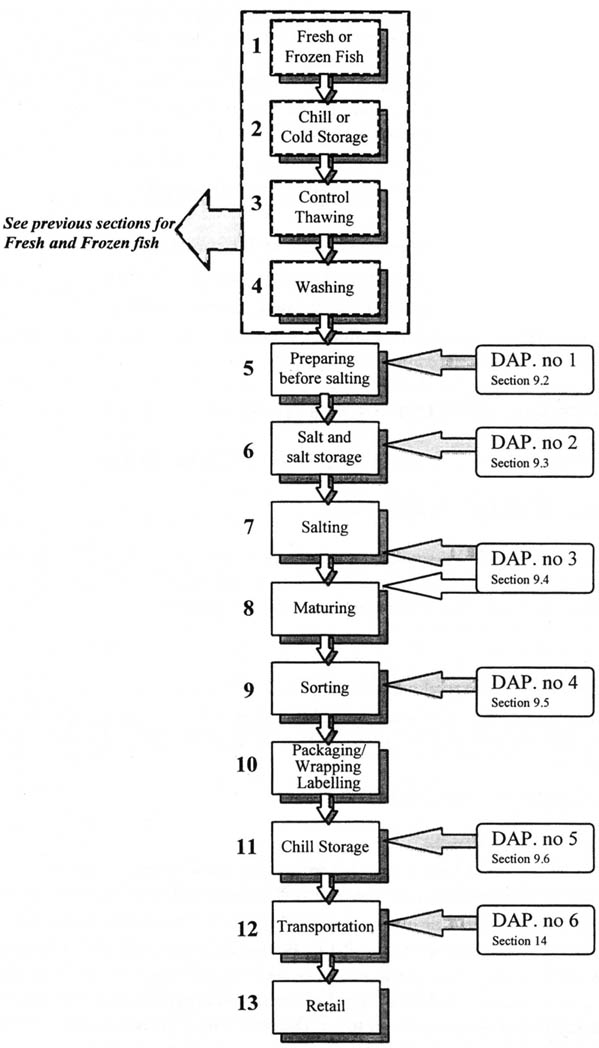{kind=link}
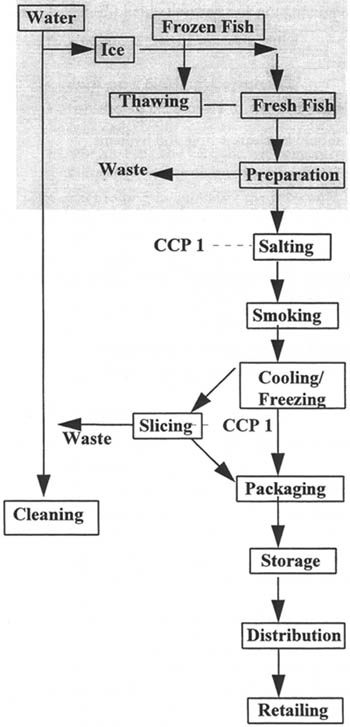{kind=link}
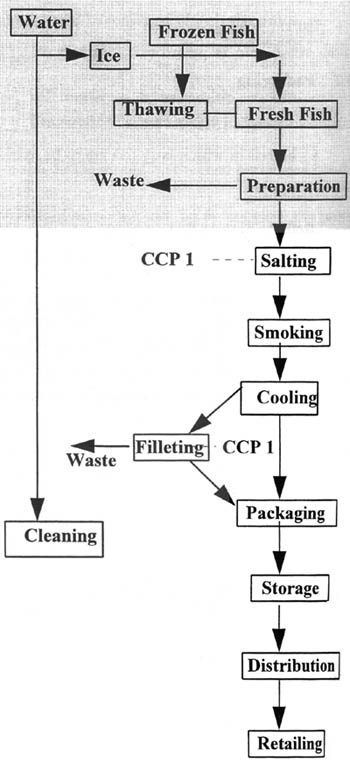{kind=link}
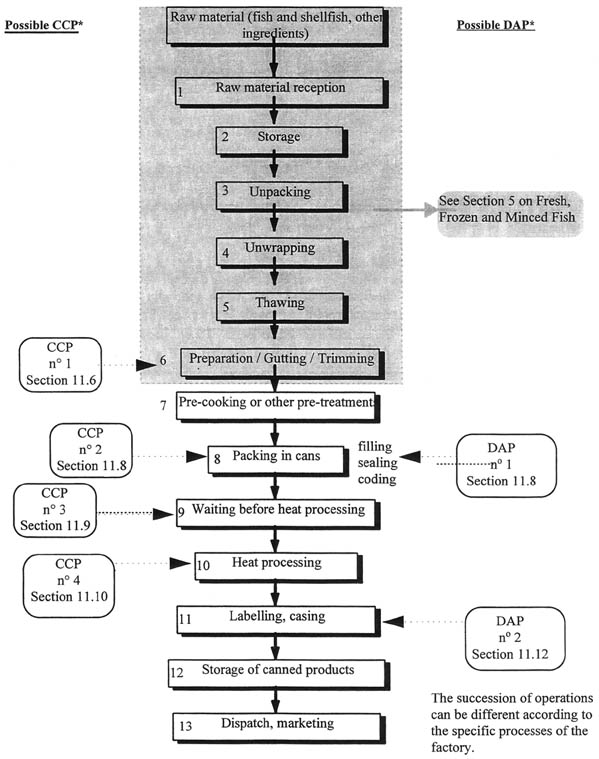{kind=link}
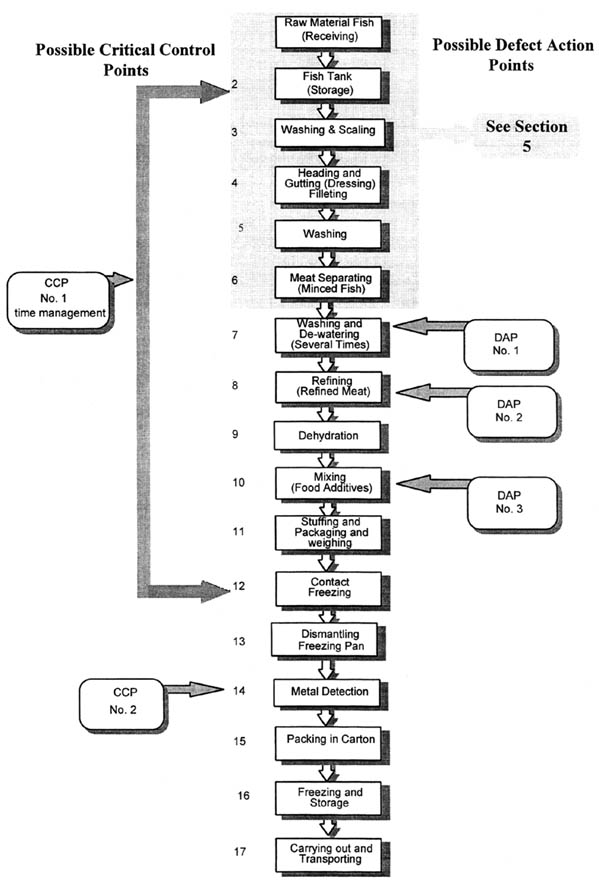{kind=link}
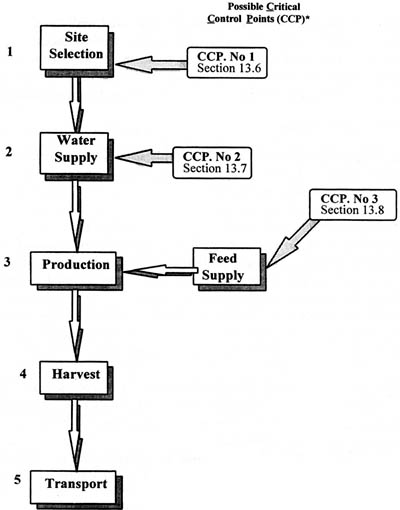{kind=link}