![]()
![]()
![]()
9.1 Requirements specific to ferrocement boat construction
9.2 Ferrocement/timber fitting out
This section is set out to review and collate the various requirements specific to ferrocement boat construction. The requirements differ to those usually experienced in working with other materials, and a reminder on the need for forward planning in some areas of the construction will ultimately lead on to a more successful fitting out stage.
Note for the designer and builder
The designer will need to be fully aware of the weight involved when designing for various hull thicknesses and reinforcement that can be used, specific to the boatbuilding yard that the design is being prepared for.
This may seem unnecessary as it is usual for a designer to prepare the design from standard information available for any material which has been chosen to construct in. However, in some cases the designer will not have the degree of control or authority required for a variety of reasons, to ensure that the construction marries the scantlings and weights used during the design phase.
It will save a great deal of ill feeling and cost if these matters are resolved in the initial stage of the proposed work, by both the builder and designer being of one mind.
Ferrocement hull requirement
The designer and builder should be fully aware of the need for information early on in the hull construction phase in order to produce a ferrocement hull efficiently. Information will include:
- liner tube details and details of stern gear including plummer blocks;Ferrocement deck requirements- liner tube details and details of rudder gear;
- engine and engine bed details;
- skin fitting schedule;
- scupper schedule;
- details on all hull webs, floors and stiffeners required;
- bilge and service pipe runs;
- steering pipe runs;
- water and fuel tank seatings and affect on the shape of adjacent floors and webs for installation;
- details of ferrocement beamshelf (if fitted);
- bulk head details including all necessary openings.
In the case of a ferrocement deck being required, the designer and builder will need salient information for fixing and providing additional stiffening for:
- wheelhouse connection to ferrocement coamings;and relevant information on any other pieces of deck equipment that need to be fixed to the deck, so that the necessary fixing and stiffening arrangements can be suitably incorporated into the ferrocement deck structure before casting.- method of attaching hatches to ferrocement coamings;
- dimension and fixing location for the windlass (and perhaps chain pipe);
- dimension and fixing location for the winch;
- dimension and fixing location for the gantry legs;
- ventilation requirement in the deck, size and location;
- location of tank filler pipes;
- emergency rudder deck hole fitting;
Timber fitting out requirements
Where timber is to be used as the main material for fitting out a ferrocement hulled fishing boat, the designer and builder will need to collate the details required for the following:
- bulkhead details including hull attachment and all necessary openings;Cathodic protection- beamshelf and beam attachment;
- rubbing strake and sheer capping attachment;
- deck edge sealing;
- sole bearer attachment;
- fish hold insulation and lining;
- sealing of fastenings.
Correctly selected materials are of prime importance when building ferrocement craft, as for any other construction material.
Metals should be selected to be as far as possible compatible to each other (close together on the potential table). Where this is not possible, they should be isolated from each other. In particular make sure that fastenings used on the hull and underwater fittings (including split pins) are of the highest specification.
Paints should be correctly selected and applied in accordance with the manufacturers recommendations. Steelwork on rudders, nozzles, etc, require a good anti-corrosive primer before the antifouling is applied (antifouling containing metallic particles of copper and bronze is not recommended).
To reduce the possibility of stray current leakage, the electrics on the boat should be correctly installed, including the proper supporting of all wires, using correct wire sizes, ensuring all circuits are correctly fused, keeping all wiring connections and junction boxes away from the bilge area and areas in the craft likely to be affected by water, ensuring correct polarity on all connections made.
No method used in marine construction is corrosion free and, therefore, the craft needs to be protected by the installation of a cathodic protection system.
Cathodic protection is provided by the process of superimposing an electro-chemical cell more powerful than the corrosion cell. A base metal anode (usually high purity zinc) is connected to all fittings exposed to the sea water requiring protection when they in turn become cathodes and do not corrode. In the meantime, the anodes themselves gradually wear away. In a properly connected system all corrosion then takes place in the (replaceable) anodes.
The ideal situation in regard to the protection of stern gear equipment and other underwater metal appendages such as rudders, nozzles, etc, is where these items are totally isolated from the steel reinforcement of the hull structure. If this were the case and the anodes securing studs were also totally isolated, the installation could be treated as for wood or GRP craft. However, in practice, it is usually found that some connection with the hull reinforcement exists and this needs to be taken into consideration.
The service life of sacrificial anodes will depend on various factors, the most important of which being the impermeability of the structure beneath the water line. Where good underwater protective paint coatings are applied, the life of the anodes will be greatest, providing the paint gives an insulative coating to at least 75% of the underwater hull area.
To give one year's protection to a hull of 12-13 m, using a 1200 mm diameter propeller and fitting separate anodes to the rudder blade and nozzle, will require the installation of two anodes of approximately 12 kg being located one port, one starboard, a third of the water line length forward of the transom.
For mild steel rudders and nozzles, etc, the anodes are fitted directly to the steelwork, with the mild steel being painted to a good standard (red lead primer and metallic copper antifoulings are not suitable), they can be protected according to their surface area up to 2.8 m2 (30 ft2) using two 2 kg anodes and pro rata above 2.8 m2 in area.
The anodes are installed (ref. Fig. No. 20) by marking a suitable location on the hull and selecting a 12 kg anode whose dimension will be approximately 450 x 100 x 65 mm, using 16 mm fixing studs at 230 mm centres.
Figure 20. Typical ferrocement hull cathodic protection
The holes for the studs are drilled over-size in the hull to suit the fitting of a plastic liner, or to wrap the area of stud passing through the hull with epoxy resin and fibreglass tape to provide insulation from the hull reinforcement.
Each stud has a generously sized square collar welded to it and located on the inside of the hull if the anode fitted has a fixing plate embedded in the zinc during manufacture. If not, the collar is located on the exterior of the hull. The studs are bedded to the hull using an epoxy based filler or using three laminates of 2 oz. chopped strand mat and epoxy resin extending 75 mm from the studs.
The anode is fitted to the studs with a neoprene or similar backing sheet inserted between the anode and hull. The surplus on any studs is cut off and the thread of the stud dot punched to lock the holding nuts.
The anodes are electrically bonded to the forward face of the stern tube and engine gear box. If an insulated shaft coupling is used on the propeller shaft, then it will be necessary to bridge the coupling with a bonding strip. All bonding is effected by using 4 mm single core PVC covered cable ensuring all connections are clean and securely fastened.
The smaller anodes fitted to the rudder and nozzle are fixed by welding 10 mm studs at the locations chosen which have been previously welded to a 40 x 8 mm round plate.
Under no circumstances is any part of the anode surface to be painted at any time. Anodes should be renewed when 80% consumed.
It is likely that timber is still the principle material used in underdeveloped countries for building small to medium sized fishing boat hulls and for fitting out. This section explores the requirements for fitting out a ferrocement hull in timber.
Joints and Fastenings
Careful attention must be paid to the sealing of joints between timber and ferrocement faces as well as careful sealing around the boat holes drilled through the ferrocement skin. Each time a hole is drilled through a ferrocement structure, the mesh will be cut and the ends exposed to the atmosphere, causing unsightly rust streaks if the sealing of the fastening is not carried out properly.
The sealing of a fastening can be achieved successfully by the use of a variety of materials available today, eg mastic compounds, silicone sealers, polyurethane based one component sealers, polysulphide two pack sealants. The choice of which to use will be down to local availability, workshop temperature and pot life; the latter because of the variable length of time needed to place and secure items such as rubbing strakes.
In some areas the aforementioned products may not be available and a check on what is currently used locally for sealing fastenings and timber faces will probably provide the answer to the material choice.
In India, a mixture of caulking cotton and a material called 'battery compound' provided the answer to the sealing required both around fastenings and on the timber to hull joints.
Because timber and ferrocement have different expansion rates it is always advisable to use a flexible sealant on these joints.
For sealing stern gear and rudder gear units into their respective liner tubes, both being metal to metal faces, an epoxy or polyester based filler should be used, as is also the case with skin fitting installation. The fittings should always be checked for fit, clean faces and threads to be joined before final sealing and installation.
For fishing boat construction the type of fastenings mainly used are bolts (galvanised) and screws (brass or gun metal). The bolts required will be both coach/cup square and hexagonal which can be provided in three categories; electroplated, galvanised, or spun galvanised. The latter are more desirable to use because electroplated fastenings do not provide the adequate long term protection to the fastening needed. Galvanised bolts invariably need to be rethreaded, thus destroying the galvanising on the threads, to clean up the excess zinc applied during the galvanising process, whereas spun galvanised bolts have a good clean thread and a reasonable life expectancy.
In areas where timber is through bolted to one side of the ferrocement structure, spun galvanised washers of an adequate size need to be used to spread the load.
A good quality brass screw should be used, if the cost of gun metal is prohibitive, for fitting out purposes.
The ideal glue to use in the timber joints will be a resorcinol-phenol-formaldehyde adhesive with suitable hardener.
Timber beamshelf, beam, and lower rubbing strake
The timber beamshelf is a series of block pieces fitting between the ferrocement frames and located on the ferrocement beamshelf (ref. Fig. No. 21). Each blocking piece is through bolted at approximately 275 mm centres using 10 mm cup square bolts and 50 x 3 mm spun galvanised washers, at the same time as fitting the first layer of timber used for the rubbing strake.
Figure 21. Typical section through bulwark showing fitting out detail
Careful attention is paid to stagger the bolts within the width of the rubbing strake whilst spacing the bolts so that they miss the beam position in the beamshelf. Each length of inner rubbing strake is scarf jointed to each other.
Both the inner faces of the rubbing strake and beamshelf packer pieces are sealed to the hull as well as each bolt hole being sealed on both sides of the hull.
The beams are dovetailed in the conventional manner into the beamshelf and bolted vertically down through the ferrocement beamshelf using 10 mm dia. cup square both pulled up on a 50 mm x 3 mm galvanised washer, with each bolt hole properly sealed.
53. Beamshelf, beams and carlins
The outer layer of timber is screwed to the inner rubbing strake layer to provide an easy removable section if the rubbing strake should get damaged in service, without having to disturb any of the through hull fastenings.
If available, a galvanised convex bar can be screw fastened to the rubbing strake outer layer to afford considerably greater protection against damage received during normal service conditions.
Upper rubbing strake and sheer capping
All members are through bolted sandwiching the hull with the bolt holes and successive layers of timber being adequately sealed as described previously.
The top layer of 10 mm dia. bolts will pick up the 12 mm dia. holes previously drilled in the sheer 25/30 mm flat bar, prepared on completion of the hull rod reinforcement stage. The bottom layer of bolts will be staggered and all bolts centred at approximately 225 mm centres for fitting the first layer of the upper rubbing strake.
54. Upper rubbing strake and foredeck beamshelf
The inner sections, as shown on Fig. No. 21 will be scarfed and half lapped jointed as required. Where the bulwark starts and the foredeck continues, the two inner pieces will be reduced to one piece to act as a beamshelf for the foredeck.
The capping piece of timber is screwed down into the inner layer of the rubbing strake and innermost layer on the bulwark. The bolts are finished flush to the inside face of the inner bulwark layer or let into the covering section of timber when screwed into place.
The covering board on the foredeck is screwed to the inner layer of the upper rubbing strake and to the foredeck beamshelf, with the covering board's inner edge prepared to receive the foredeck planks.
Galvanised convex bar, as for the lower rubbing strake, can be utilised to reduce the wear and tear in this area.
As for the lower rubbing strake, the outer upper rubbing strake is screwed to allow easy removal for repairs if required.
Bulkheads (timber)
It is usual in the initial design stage to locate the bulkhead positions in timber to one side of a ferrocement floor and web. This permits easy alignment and fixing whether the bulkhead is made from timber planks or plywood. The vertical joints in the planks or plywood will be rebated and sized to suit the thickness of bulkhead to accept splines glued into the joints provided.
If the bulkheads are located between frame positions, they may be mechanically fastened by the inclusion of lugs very accurately positioned in the hull reinforcement. Alternatively location may be achieved by laying up three layers of 1½ oz chopped strand mat/resin with staggered overlaps to hull and bulkhead on properly prepared timber and ferrocement surfaces on each side of the bulkhead.
Bulkheads (ferrocement)
Ferrocement bulkheads will usually be 25 mm thick, or as specified. The lay up will be either 6 mm or 8 mm semi-bright hard drawn rods at 50-75 mm centres with three layers of 13 x 13 mm x 19 gauge mesh on each side properly connected into the hull and deck. Webs of minimum 100 mm depth will be located at 600 mm centres set on alternate sides of the bulkhead or as required.
Openings required in the bulkhead must be known prior to casting and accurately located. Due to the surface area involved it is normal practice to cast the bulkheads after the hull has been cast and before the deck is cast.
Sole bearers
The top of the sole bearer in timber is fitted 6 mm proud of the top of the ferrocement floor to allow for small discrepancies.
The bearer will be bolted so that the bolt holes pass through the reinforcement just beneath the transverse 12 mm dia. rod set into the top of each floor, which means that the centre of the bolt line is some 33 mm below the top of the timber sole bearer.
The bolts of 10 mm dia. will be set at approximately 225 mm centres with the bolt hole sealed on both sides of the ferrocement and a good sized washer used on the ferrocement floor surface.
Deck
The only area here that will be specific to ferrocement in fitting the timber deck is the sealing of the outboard plank edge where it lays against the ferrocement hull.
The margin plank edge can be sealed conventionally by using caulking cotton and suitable bitumen/tar sealer or by using a proprietary cement to timber flexible sealant.
Winch (timber deck)
The mounting of the winch will be in accordance with good boatbuilding practice. However in some instances it may be necessary to provide additional support from the underside of the deck down to the hull.
Dependent on the constructional layout of the vessel, this can be achieved by using either a steel tubular or goal post frame which will require a predetermined foot location provided by an additional reinforced block/s on the hull, floor, or web.
Winch (ferrocement deck)
The design of a ferrocement deck will normally provide adequate strength so that no additional vertical support is required.
However it will be usual practice to build a block the depth of the deck webs. The underside of the block would be finished with a steel plate and incorporate steel tubes to coincide with the winch bolting down locations, or the winch base framework that may be fitted between the deck and the winch.
57. Timber deck, winch and gantry
Gantry (timber deck)
The gantry installation may also benefit in some designs from extra support as outlined, for the winch. However it is more likely that additional support may be provided by fitting steel brackets from the gantry legs to the bulwark and sheer capping, although this will largely depend on whether the area between the gantry legs and the bulwark is to be used for otter board stowage.
Gantry (ferrocement deck)
The gantry feet will require the same stiffening as described for the winch. Care must always be exercised in positioning the fixing bolts accurately, particularly when the deck camber needs to be taken into account.
Fuel and water tanks (mild steel)
Mast (timber and ferrocement deck)
Almost certainly due to the local strain imposed on the deck by a mast used for lifting purposes, the deck will need additional support. A tubular support with an adequate base, in or either side of the keel, will need to take into account the general layout of the area where the support is required as well as avoiding the propeller shaft.
Although the design may well offer good support to the mild steel tanks by arranging the hull webs and floors to suit the tank location and shape, it will be necessary to provide a mild steel angle framework which is bolted to the floors/webs. The framework will spread the weight involved, take account of any discrepancies on the ferrocement floors, and give easy retaining points for fixing the base of the tanks into the correct position.
On larger vessels, ferrocement may be considered for building the tanks. This can be carried out without any problem on the water tanks given that the size justifies the cost and some increase in weight.
Fuel tanks on the other hand require far more attention to detail and construction technique, due to the "searching effects" of diesel. Construction for this purpose is only recommended if the tanks are large enough for a man to work inside and expert help is available for guidance on the construction technique.
Engine mounting
Ferrocement engine beds are the means not only of attaching and aligning an engine accurately, but also a means of giving considerable additional longitudinal strength to the hull.
The design will normally provide the information as to the location of the engine within the hull and, perhaps, indicate the centre line position of the engine feet. This information is insufficient for setting the holding down bolts in the ferrocement engine bed. As is often the case, the engine manufacturer's literature is either inaccurate or does not provide sufficient information.
The best solution to this problem if it arises, is to have either the engine to hand some one month after starting the hull construction, or to be able to see an example of the engine complete with power take-off (PTO) and check out the dimensions and location of engine feet from a relevant data point, eg gearbox half coupling (if the gearbox is the same type as the one to be used).
The importance of having this information early cannot be over stressed, as once the engine beds are cast with the hull, alteration will be difficult and incur additional cost.
The ideal form of construction for a fishing boat is based on the engine being attached to a steel plate.
The steel plate in turn, is attached to the ferrocement engine bed by bolts securely welded into the bed reinforcement before casting.
An allowance, usually 50 mm thick, is made for a hardwood packer to be inserted between the top of the ferrocement engine bed and the underside of the steel plate used for fixing the engine feet, ref. Fig. No. 18. This practice gives two benefits:
a) It will help to reduce vibration transmitted to the hull, although the majority of vibration set up by an engine will be absorbed by the mass in the engine bed constructed, particularly in ferrocement fishing boat construction.59. Installation of timber packer and steel flat to the engine bedsb) The timber packing can be adjusted in shape and thickness to make up for a certain amount of error which may occur between shaft line and top of the ferrocement engine beds, if alignment is unsatisfactorily carried out.
Accuracy should be paramount particularly as there is little room for error in alignment sideways, as most engines have minimal clearance between the inboard faces of the beds.
The ferrocement engine bed construction is straight forward provided the following steps are taken:
i) The stern tube liner tube has been installed and checked for accurate alignment to the shaft line.For installation of the engine the first point to check is the accuracy of the shaft line in relation to the engine beds, both vertically and horizontally.ii) A jig using the steel flat plate, to which the engine will finally be attached, is assembled and drilled to take the ferrocement engine bed foundation bolts which will be located adjacent to each side of each foot on the engine, PTO, and gearbox. The jig must be temporarily but adequately stiffened to keep it straight, flat and parallel to the shaft line.
iii) The length of the foundation bolts are determined by the amount of packer to be fitted, steel plate thickness, the depth of two 20 mm nuts and 3 mm thick washers plus clearance.
These measurements combined, will add up to a length of 120 mm from the top of the ferrocement bed. In addition, the length required from the top of the ferro bed to within 12 mm of the hull skin can be checked and added to give the full length of bolt required. Sufficient thread on the top portion of each bolt must be allowed to take into account any adjustment required on the final location of the top of the steel plate in relation to the actual shaft line.
Assuming the line is within acceptable tolerances, the actual engine feet locations measured from the gearbox half coupling, taken from the engine to be installed, are checked against the engine bed foundation bolt locations.
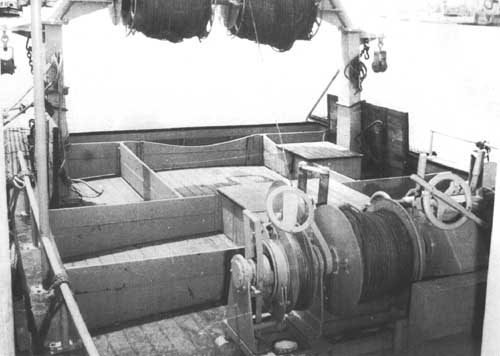
60. Shaft and plummer blocks installed
The overall length of the shaft is rechecked and measured in the hull from the aft face of the sterntube liner tube to the forward face of the propeller shaft half coupling position. Any modification to the shaft length should be advised to the shaft supplier if necessary.
Before receiving the shaft for installation, the hardwood packers on top of the ferrocement beds can be trimmed to suit the actual shaft line and the steel flat bar bolted down using the foundation bolts provided.
The engine can be accurately positioned onto the beds, after installation of the sterntube, plummer blocks, and shaft. After the shaft and gearbox half couplings have been accurately aligned, the engine feet bolt centre locations are accurately marked onto the steel flat bar.
The engine is then lifted sufficiently to allow removal of the flat bar for accurate drilling and welding into position of the engine holding down bolts. The hardwood packer is recessed in way of the bolt heads.
The flat bar is replaced and finally fixed finishing with lock nuts on each of the foundation bolts. The engine is lowered and located on the feet holding down bolts, aligned accurately to the shaft half coupling, shimmed and permanently locked into position.
61. The engine being lowered onto the engine beds
Fish hold construction
The fish hold will normally be fitted out with timber, on insulation that has been specified (ref. Fig. No. 22). The hold will be lined out using either galvanised tin or fibreglass on the smaller vessels. In larger vessels a ferrocement lining may be considered.
Figure 22. Typical section through fish hold on 12-14 m fishing vessel
If ferrocement is used, access to the bilges and shaft must be given due thought, as well as the means to get at the hull and deck in the event of sustaining any damage in the fish hold area. However, ferrocement will give a long-term, low maintenance, well insulated fish hold.
The ferrocement lining can be constructed by leaving 6 mm rod ties protruding from the hull and deck, gluing the insulation into position and finishing with two layers of mesh on a layer of 6 mm rods.
The floors will require a former to be able to construct the fish hold sole off. The shaft tunnel hatches will be easier to form from timber, incorporating the insulation.
![]()
![]()
![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}